What it is
Plant air into a linear push-pull stroke
The most common single piece of motion hardware in the system — push, pull, clamp, eject, lift, or feed in a straight line.
Eight cylinder types, one decision tree. Length of stroke, mounting style, load on the rod, and footprint constraint — those four answers pick the cylinder. SMC is the deep bench (C95, CQ2, CA2, MB, MY, NFPA tie-rod); AIGNEP is the ISO 15552 value play. This page walks the spec from "the machine needs to push something" to the right cylinder on the quote — plus the position sensor and rebuild kit that attach to every install.
 Iso Standard Cylinder
Iso Standard Cylinder 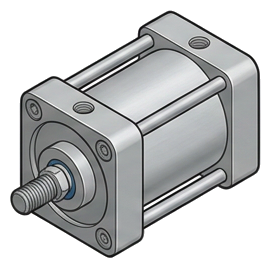 Nfpa Tie Rod Cylinder
Nfpa Tie Rod Cylinder 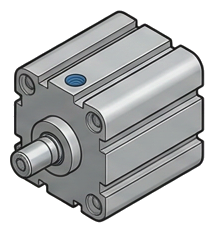 Compact Cylinder
Compact Cylinder 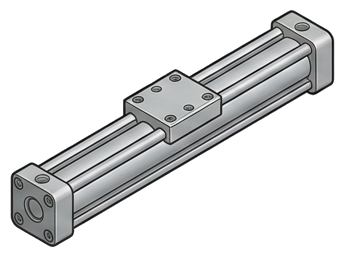 Rodless Cylinder
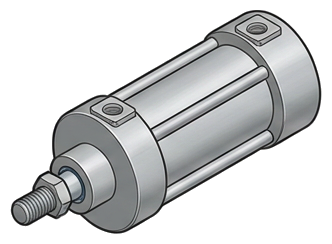
Rodless Cylinder 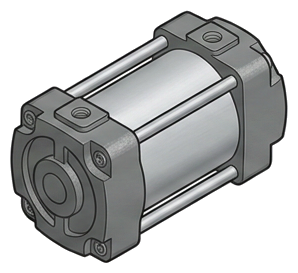 Heavy Duty Cast Cylinder
Heavy Duty Cast Cylinder 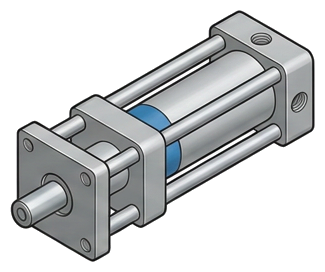 Non Rotating Cylinder
Non Rotating Cylinder 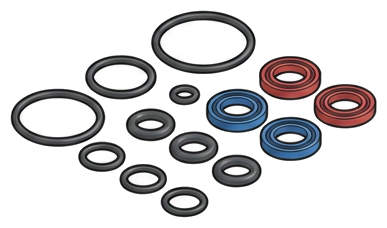 Cylinder Rebuild Kit
Cylinder Rebuild Kit 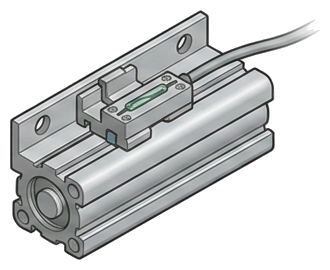 Cylinder Position Sensor
Cylinder Position Sensor Tap any type to jump to its page. The Decision Guide further down asks three questions that funnel the spec to one of these.
The most common single piece of motion hardware in the system — push, pull, clamp, eject, lift, or feed in a straight line.
Four answers pick the cylinder family before brand enters the conversation. It's rarely about CFM and rarely about who makes it.
ISO 15552 interchanges across SMC and AIGNEP on new builds; NFPA tie-rod drops into existing Parker, Bimba, and Numatics machines.
This is where air finally becomes work. Spec it right and the cylinder disappears into the duty cycle for the next fifteen million strokes.
A position sensor closes the PLC loop on any controlled cycle, and a rebuild kit at 15-25% of new is the right answer 80% of "it failed" calls.
SMC carries the C95, CQ2, CA2, MB, MY, and tie-rod platforms; AIGNEP is the ISO 15552 value play across the linear range.
Distributor-facing reading. The trade-off column is the one that closes the loop — every type buys something and gives something up. Knowing what each type costs you is how the right one gets on the quote without a callback.
Reading the brand bench column — the bar shows how many of SPC's tier slots (Industry Leader · Emerging · Economical · adjacent) carry an option at that product type. A deep bench means a price-driven and a spec-driven option both close cleanly; a narrow bench means the available brands map closely to the technical requirements and the comparison stops being a tier choice.
Draw a line from the customer's answer at the top to the type name at the bottom. This is the page distributors screenshot and send to a customer the day before a quote call — so the customer comes prepared with the answers, and the call is about the brand and the budget, not the basics.
Two terminals on this page aren't on the main tree because they're attach-sales, not primary selections: position sensor attaches to any cylinder feeding a PLC-controlled cycle, and rebuild kit is the first thing to quote when a customer calls about a leaking cylinder (it's the right answer roughly 80% of the time — the other 20% is a scored bore or bent rod that needs a new cylinder). Both ride alongside every primary cylinder line item.
Spec the motion first — stroke, mount, load, envelope — and the cylinder family picks itself. Brand is the last decision, not the first.
If the customer answers most of these at the first call, the second call is the quote. If they can't answer any, the cylinders are rarely the only spec gap — flag it and push for a site walk.
Actuation is where compressed air finally becomes machine work — the dense layer the rest of the system exists to feed. Everything upstream (air prep, distribution, control) is just preparation; this is where the air pushes, twists, and grips. Three motion modalities live here and each one needs a different family of hardware: cylinders deliver linear push-pull strokes, rotary and electric actuators deliver turning and precision-positioning motion, and vacuum end-effectors pick and place parts no gripper can touch. The Motion Control layer next door tunes and protects what these actuators do — metering their speed and catching them at end of stroke. Get the motion modality wrong and the machine cycle never works the way it was drawn; get it right and the cylinder, the actuator, and the suction cup disappear into the duty cycle and do their work for the next fifteen million strokes. This is the layer the customer's machine is actually built around — every other layer is there to make this one reliable.
The linear-motion workhorse — eight cylinder types covering push, pull, clamp, eject, lift, and feed in a straight line.
Rotary motion and the electric-actuator migration path — when the cycle needs turn-and-hold or precision positioning instead of stroke.
→Ejectors, suction cups, and vacuum sensors — the pick-and-place sub-system for parts no mechanical gripper can hold.
→Adjacent Motion Control layer — the shock absorber catches the cylinder at end of stroke, so the kinetic energy goes into a damper instead of the machine frame.
→Tell us the end-use, the rough flow, and what climate the unit would sit in. We'll come back with a configured quote — the right type, the right tier, and the upstream gear the warranty assumes.
—. We reply within one business day with pricing, lead-time, and configured parts.