DISTRIBUTOR-FIRST SUPPLY PARTNER · SINCE 1999 Live · Pneumatic Automation System
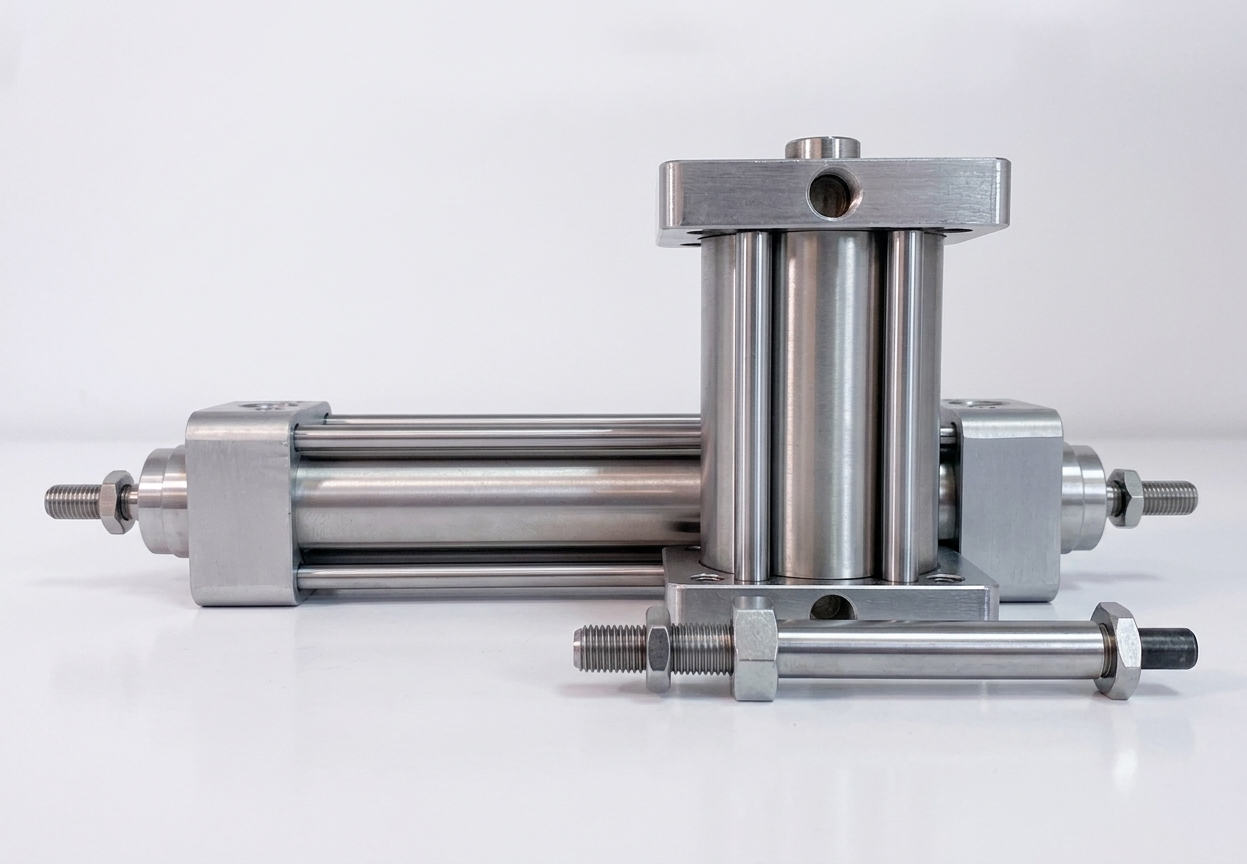
An NFPA tie-rod cylinder (National Fluid Power Association — the North American imperial dimensional standard) is a heavy-construction pneumatic actuator with four threaded tie-rods clamping the end caps to the barrel. It is the cylinder family running nearly every legacy North American manufacturing line — automotive assembly, stamping presses, conveyors, lift platforms, drum dumpers. Two characteristics define it. First, it is field-rebuildable: any tech with a torque wrench can swap the seals and put it back in service. Second, it is dimensionally interchangeable across manufacturers — an NFPA cylinder from one brand drops into another brand's mount of the same bore, stroke, and mount style. It mounts to the machine via foot, flange, pivot/clevis, or trunnion (all to the NFPA standard) and is the right answer for installed-base maintenance and heavy-duty service above 100mm (4") bore.

Tips and pointers on when NFPA tie-rod is the right cylinder — and when to spec a different family. Scroll the strip →
Four threaded tie-rods (the long bolts clamping end caps to the barrel) loosen in a star pattern, end caps pull, seals swap, retorque — done. Body, bore, rod, and piston outlast multiple seal kits. Rebuild every 5-7 years on continuous duty; same cylinder runs decades.
Bore, stroke, mount geometry, and rod-end thread are dimensionally fixed by the NFPA standard. Any compliant brand drops into the same mount — match the nameplate, quote the tier, ship this week instead of waiting 8 weeks on the original OEM.
Tie-rod construction handles forces ISO profile extrusion can't. Push at 80 PSI: 4" ≈ 1,000 lbs, 6" ≈ 2,260 lbs, 8" ≈ 4,020 lbs. Press cylinders, stamping actuators, drum dumpers, large-bore forming work — all NFPA territory above 100mm.
Seal leak with sound bore → rebuild kit ($40-200 + 30-60 minutes), not a new cylinder. Rod scoring → kit + rod. Bent rod, scored barrel, or 3+ prior rebuilds → new cylinder. Customers defaulting to "send a new one" pay 3-5× what they should.
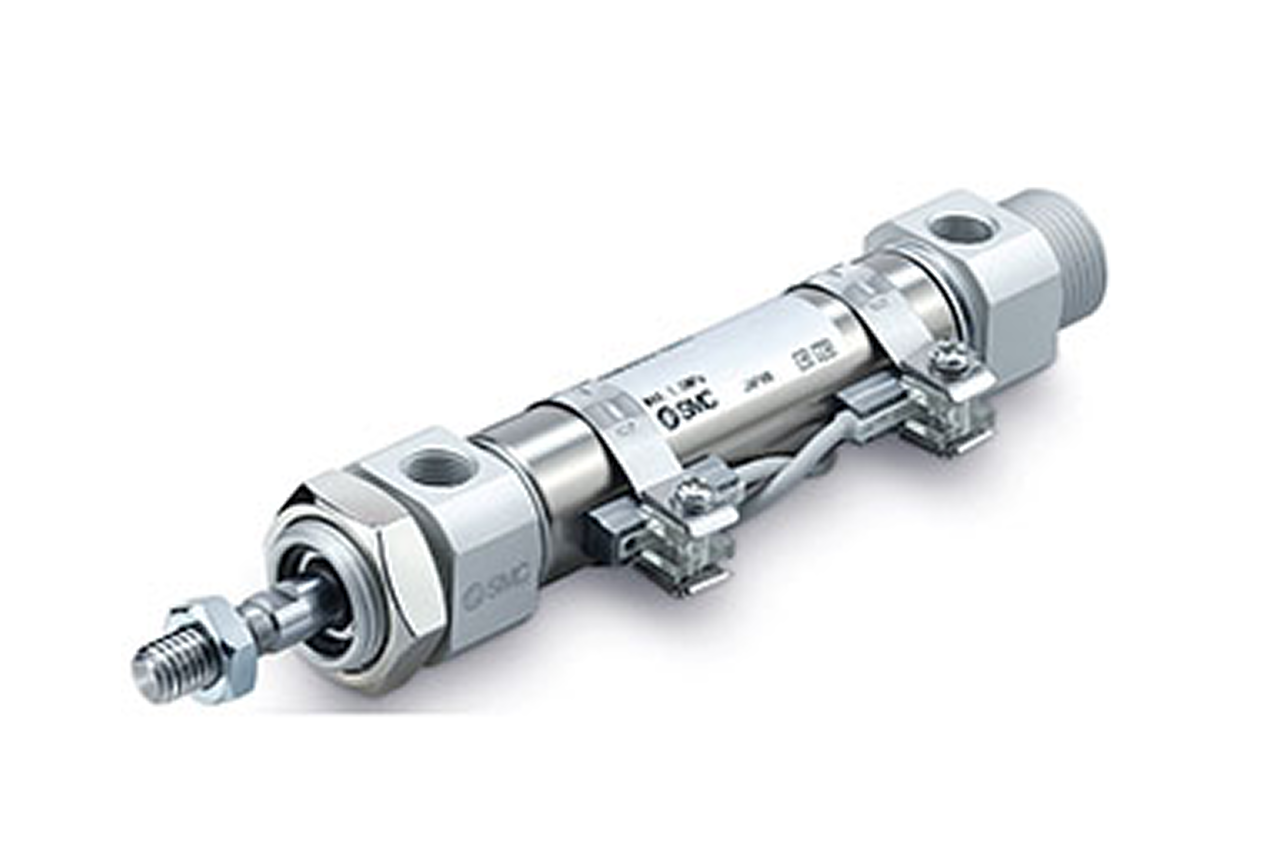
NFPA is heavier and lacks the integrated magnetic-switch slot modern PLCs need. → Switch to ISO 15552 on new OEM automation in the 32-100mm bore range — lighter, cleaner sensor integration, full cross-brand interchangeability.
Standard NFPA in foundry heat (250-300°F), cement dust, or chronic shock loading fails at 1/4 to 1/2 expected service life. → Re-spec to heavy-duty cast with FKM seals + hard-chrome rod + rod boot when the environment drives the spec.
Quality variance on low-tier NFPA imports is severe — bore concentricity, seal materials, tie-rod thread tolerance all suffer. → Stay Industry Leader or Emerging tier; skip the bargain-bin space on NFPA.
From the machine spec sheet → to the part number. Answer what you know — leave the rest blank — and send.
Most distributors sell one brand per product type. SPC's 60-brand portfolio means every Product Type page surfaces three real options matched to how your customer is buying today. Pick the tier; the quote desk handles the cross-reference.
NFPA is the rebuild-vs-replace decision. Customers who only buy new cylinders are paying 3-5x what they should be. Once you have the model and the failure mode, the right answer is often the seal kit, not the cylinder.
Each industry below uses this product across the listed areas. Open an industry to see how it fits the rest of its system.
 Automotive Manufacturing →
Automotive Manufacturing →  Food & Beverage Processing →
Food & Beverage Processing →  Pharmaceutical, Medical Device & Laboratory →
Pharmaceutical, Medical Device & Laboratory →  Metalworking & Fabrication →
Metalworking & Fabrication →  Material Handling & Conveyors →
Material Handling & Conveyors → Also applies to Legacy North American manufacturing — replacement on installed cylinders · Hazardous-location equipment
Every entry is a real product on this site — linked, not just named. Quote them on the same line item.



O) is the default — sets cylinder speed by throttling the exhaust air. Without it the cylinder slams its end-of-stroke on first power-on.


Stock the rebuild-kit on the customer's MRO shelf at original cylinder sale — the rebuild lands 5-7 years out but the kit is on-hand and the cylinder is back in service in 30 minutes instead of 3 days. For plants with 50+ NFPA cylinders, annual rebuild-kit consumption is predictable; standing-PO line.
Send us the application — a specialist routes you to the correct tier with a configured part. Lead-times and pricing returned within one business day.
—. We reply within one business day with pricing, lead-time, and configured parts.
