DISTRIBUTOR-FIRST SUPPLY PARTNER · SINCE 1999 Live · Pneumatic Automation System
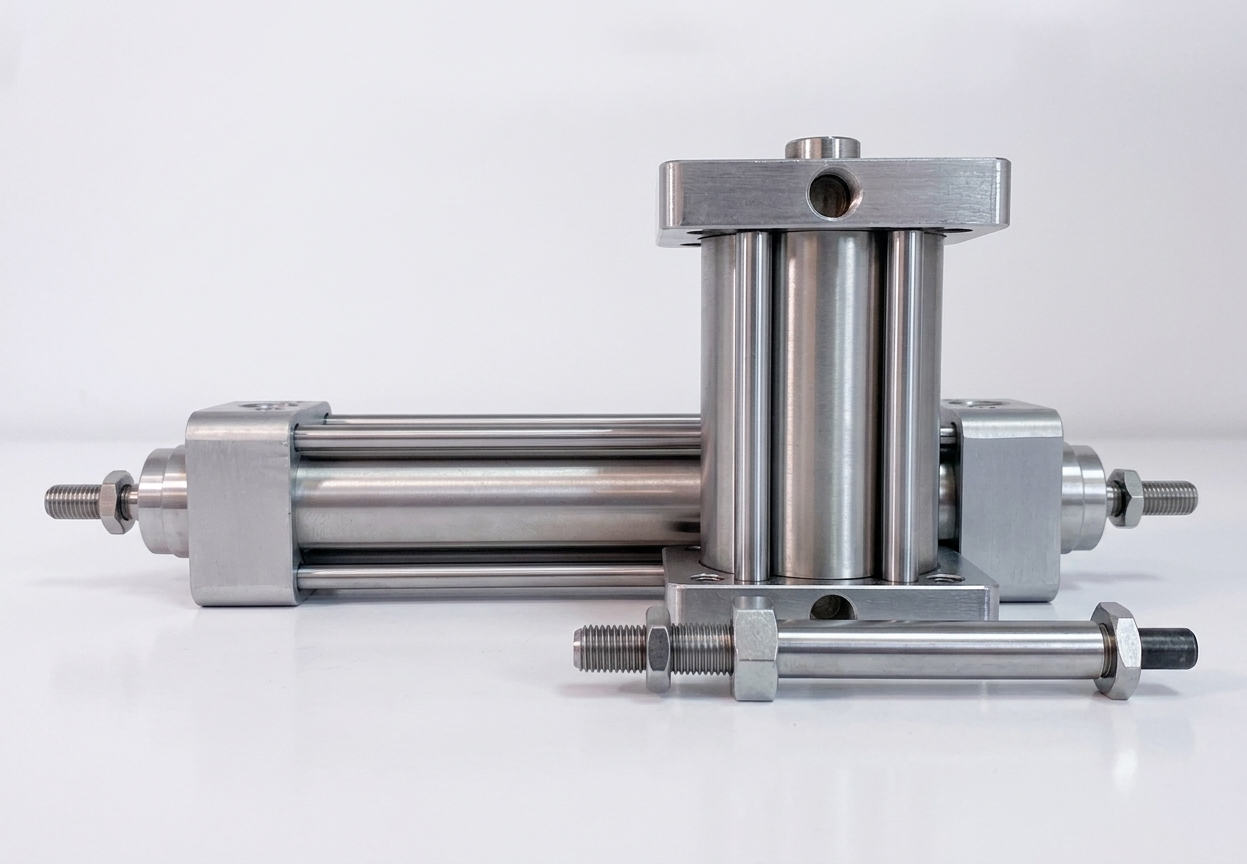
A cylinder position sensor — also called an auto-switch — detects the magnetic piston inside a pneumatic cylinder and tells the control system where the rod is. It confirms that the cylinder has actually reached end-of-stroke, extended or retracted, before the machine's logic advances to the next step. Without that confirmation the PLC is working blind: it commands a motion and assumes it happened. With it, the sequence is verified at every step. The sensor mounts on the outside of the cylinder body and reads the piston's magnet straight through the barrel wall — no port, no air connection, no break in the pressure envelope. It is a purely electrical add-on. Two sensing technologies are used: a reed switch (magnetically actuated mechanical contact, simple and low cost, suited to lower-cycle duty) and a solid-state switch (magneto-electronic element with no moving contact, faster and far longer-lived, correct for high-cycle automation and safety-critical motion).

Tips and pointers on when and how to spec cylinder position sensors — and when to step up technology or sealing. Scroll the strip →
Without end-of-stroke confirmation, the PLC commands extend and waits a fixed time hoping it happened — until the cycle slows from low supply, a clogged muffler, or rod interference, and the next step fires on nothing. The sensor gives electrical certainty before the sequence advances.
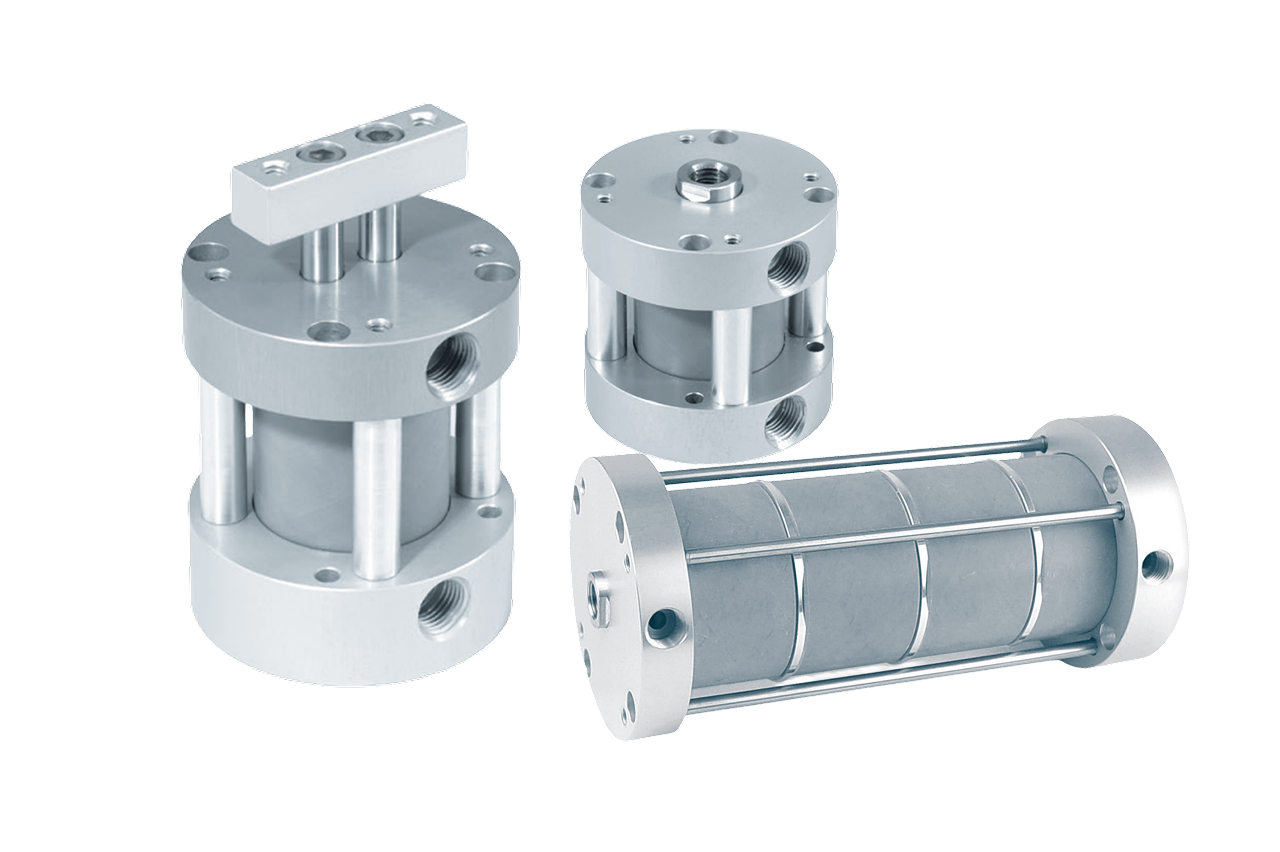
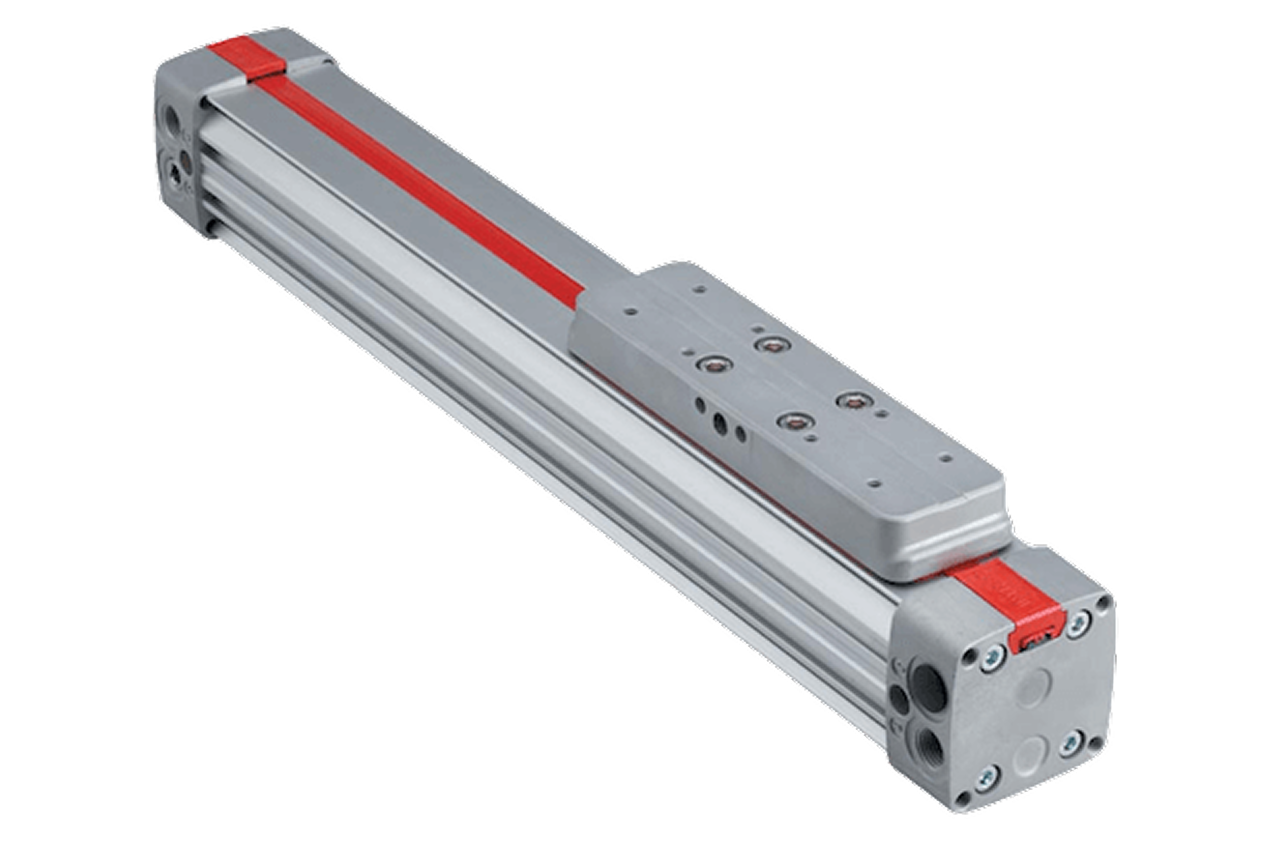
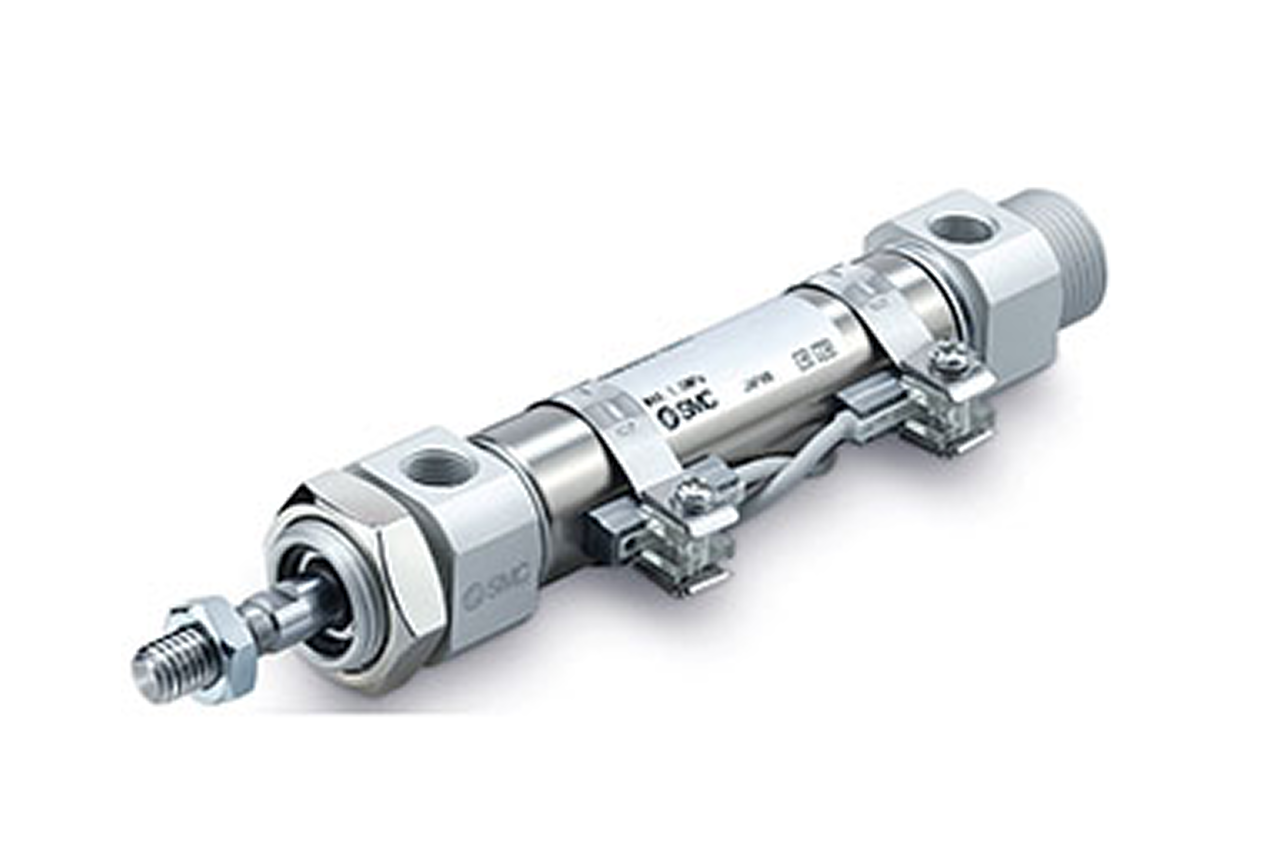
No air connection, no port, no break in the pressure envelope. Sensor reads the cylinder's piston magnet straight through the barrel wall — slides into the ISO 15552 slot, clamps to an NFPA band, threads into a compact body, or rails on rodless. Mounts in seconds, no fabrication.
2 per cylinder is standard (extend + retract). Math: cylinder count × 2 + 20% spare. A 50-cylinder plant generates 5-10 sensor replacements/year — water ingress on washdown, cable damage on moving installs, drift after years of vibration. Capture install count at original sale.
Sensor selection is series-specific (mount must match cylinder family), but the call that breaks at install is electrical: 3-wire PNP (most North American), 3-wire NPN (legacy / European), or 2-wire. Pull the PLC input card spec sheet before quoting; get NO vs. NC right for safety circuits.
Reed switches use a mechanical contact — reach end-of-life within 1-2 years on a 50-cylinder line running continuous. → Switch to solid-state (Hall-effect / magnetoresistive) for 10-20× service life; cost premium pays back in months on production rates.
Standard sensors aren't sealed for direct washdown spray — water tracks down the cable, ingresses through the housing, fails within months. → Re-spec to IP67-rated sealed variants with stainless mounts and sealed cable entry for food, pharma, and outdoor installs.
Most switches are rated to ~70°C max — fail fast above that in oven, heat-treat, or near hot-process zones. → Switch to high-temperature variants rated 80-100°C continuous for severe-service installs paired with heavy-duty cast cylinders.
From the machine spec sheet → to the part number. Answer what you know — leave the rest blank — and send.
Most distributors sell one brand per product type. SPC's 60-brand portfolio means every Product Type page surfaces three real options matched to how your customer is buying today. Pick the tier; the quote desk handles the cross-reference.
Position sensors are 2-per-cylinder. Count the cylinders, multiply by 2, add 20% for spares. The recurring line runs itself.
Each industry below uses this product across the listed areas. Open an industry to see how it fits the rest of its system.
Also applies to End-of-stroke confirmation on every PLC-controlled cylinder · Safety-critical motion verification · Solid-state with safety-rated output · Multi-position sensing on long-stroke cylinders · IO-Link integration for smart automation · Replacement on aging installs · The recurring MRO line. · Mixed-cylinder fleets with consistent sensor standard · Production-line cycle-rate monitoring · IP67-rated sealed variants
Every entry is a real product on this site — linked, not just named. Quote them on the same line item.




Stock a pack of 10-25 of the customer's most-used sensor variant at the MRO shelf. Sensors are the most common cylinder-ecosystem failure item — production doesn't wait for a parts order. On IO-Link-architected machines, stock IO-Link variants matching the installed terminals. For washdown / outdoor installs, default to IP67 sealed.
Send us the application — a specialist routes you to the correct tier with a configured part. Lead-times and pricing returned within one business day.
—. We reply within one business day with pricing, lead-time, and configured parts.

