DISTRIBUTOR-FIRST SUPPLY PARTNER · SINCE 1999 Live · Pneumatic Automation System
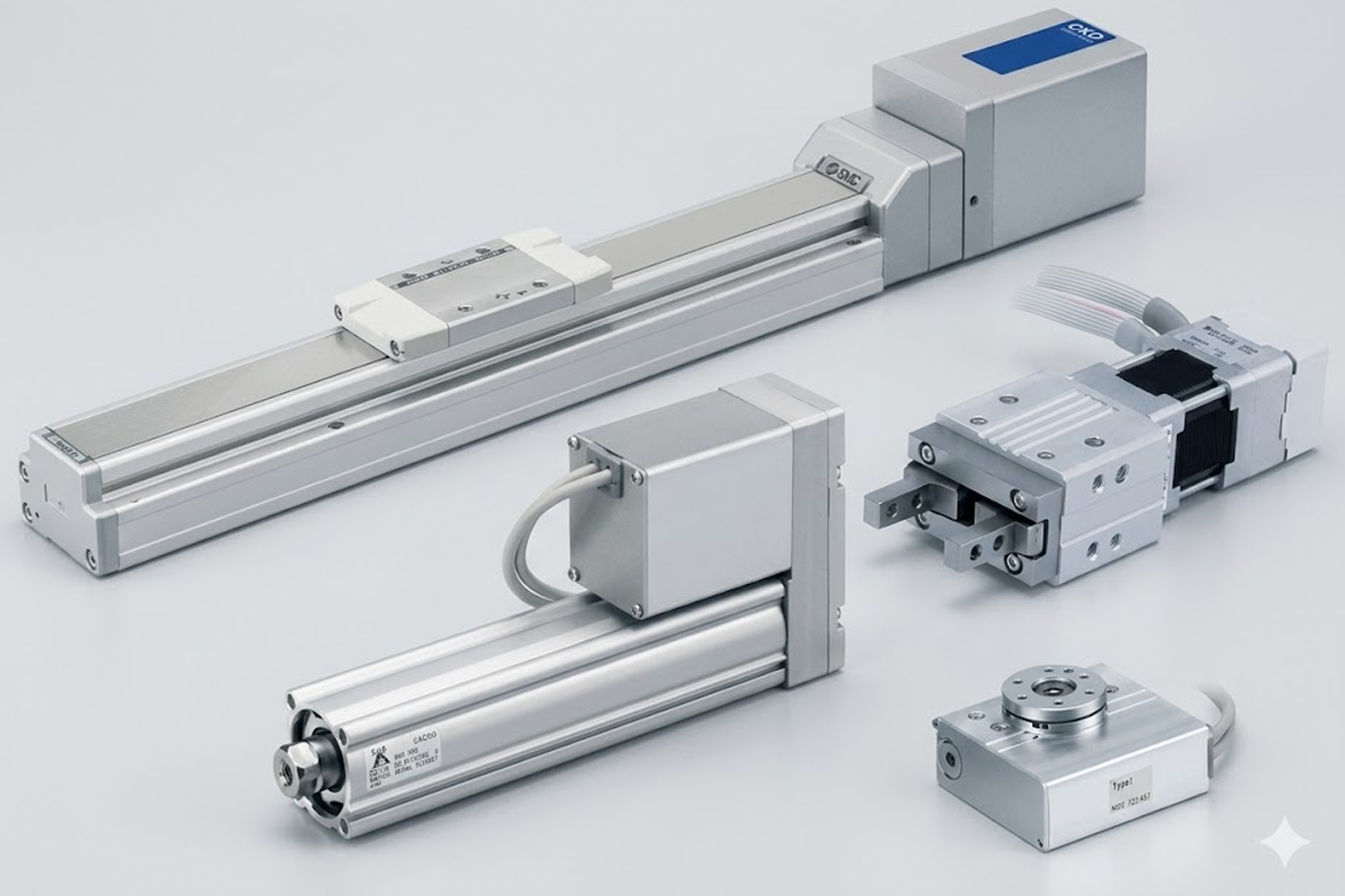
A rotary actuator converts compressed air into rotary motion — a partial rotation of an output shaft, rather than the linear push and pull of a cylinder. It produces a set-angle turn, commonly 90, 180, or 270 degrees, through one of two mechanisms: a vane design, where air pressure acts on a vane inside a chamber, or a rack-and-pinion design, where a piston-driven rack turns a pinion gear. Vane actuators are compact and direct; rack-and-pinion actuators generally deliver higher torque and more accurate, repeatable end positions. Rotary actuators drive indexing tables, gate and part swinging, rotational gripping, and any motion that turns a load through a defined angle. The governing sizing parameter is output torque against the rotation angle, with allowance made for the inertial energy that must be absorbed at the end of each rotation.

Tips and pointers on when a pneumatic rotary is the right call — and when to spec something else. Scroll the strip →
Fixed-angle turn — 90°, 180°, 270° — straight off the output shaft. A linear cylinder driving a rack or crank can fake it, but adds backlash, wear points, and footprint the direct rotary avoids.
Vane — compact, fast, fixed-angle, ±0.5°-1° accuracy. Rack-and-pinion — higher torque, ±0.05° accuracy, handles inertia. Pick the right one at quote time, not at install.
Industry Leader tier rotary actuators share auto-switch geometry, speed controllers, and 5/2 solenoid valves with the same brand's linear cylinder line. Position feedback to the PLC mounts in the body — no extra sensing required.
Torque (load × radius + 25-50% safety) is half the calc. Compute ½ × I × ω² at end-of-rotation; if it exceeds the built-in cushion rating, pair with external shock stops. Most rotary failures are over-inertia events the sizing calc didn't catch.
Pneumatic rotary stops reliably at the fixed end angles — nothing in between. → Switch to an electric rotary table actuator for variable angle, stored positions, or precise position feedback.
Trying to limit a 90° vane with external stops destroys the cushion within weeks. → Spec the adjustable-angle variant, or size up to the next standard angle.
If a rack or crank linkage is being used to fake linear-from-rotary, the spec is wrong. → Drop the linkage and switch to a standard linear cylinder — simpler, cheaper, fewer wear points.
From the machine spec sheet → to the part number. Answer what you know — leave the rest blank — and send.
Most distributors sell one brand per product type. SPC's 60-brand portfolio means every Product Type page surfaces three real options matched to how your customer is buying today. Pick the tier; the quote desk handles the cross-reference.
Rotary actuator is the rotation equivalent of a cylinder — but sized on torque AND end-of-rotation energy, not just torque. Most rotary failures are over-inertia events the customer's sizing calc didn't catch.
Each industry below uses this product across the listed areas. Open an industry to see how it fits the rest of its system.
 Metalworking & Fabrication →
Metalworking & Fabrication →  Material Handling & Conveyors →
Material Handling & Conveyors → Also applies to Indexing tables and rotary fixtures · Pneumatic-actuated gates, doors, and dampers · Rotational pneumatic grippers · Quarter-turn valve actuators · Test stands and inspection fixtures with rotary positioning
Every entry is a real product on this site — linked, not just named. Quote them on the same line item.





Stock spare vane seal kits for rebuildable Industry Leader tier vane lines on the MRO shelf — vane seals are the wear item on rotary actuators (5-10M cycles typical), and proactive replacement beats waiting for performance loss on a production indexer. Pair with spare auto-switches in the same drawer.
Send us the application — a specialist routes you to the correct tier with a configured part. Lead-times and pricing returned within one business day.
—. We reply within one business day with pricing, lead-time, and configured parts.
