DISTRIBUTOR-FIRST SUPPLY PARTNER · SINCE 1999 Live · Pneumatic Automation System
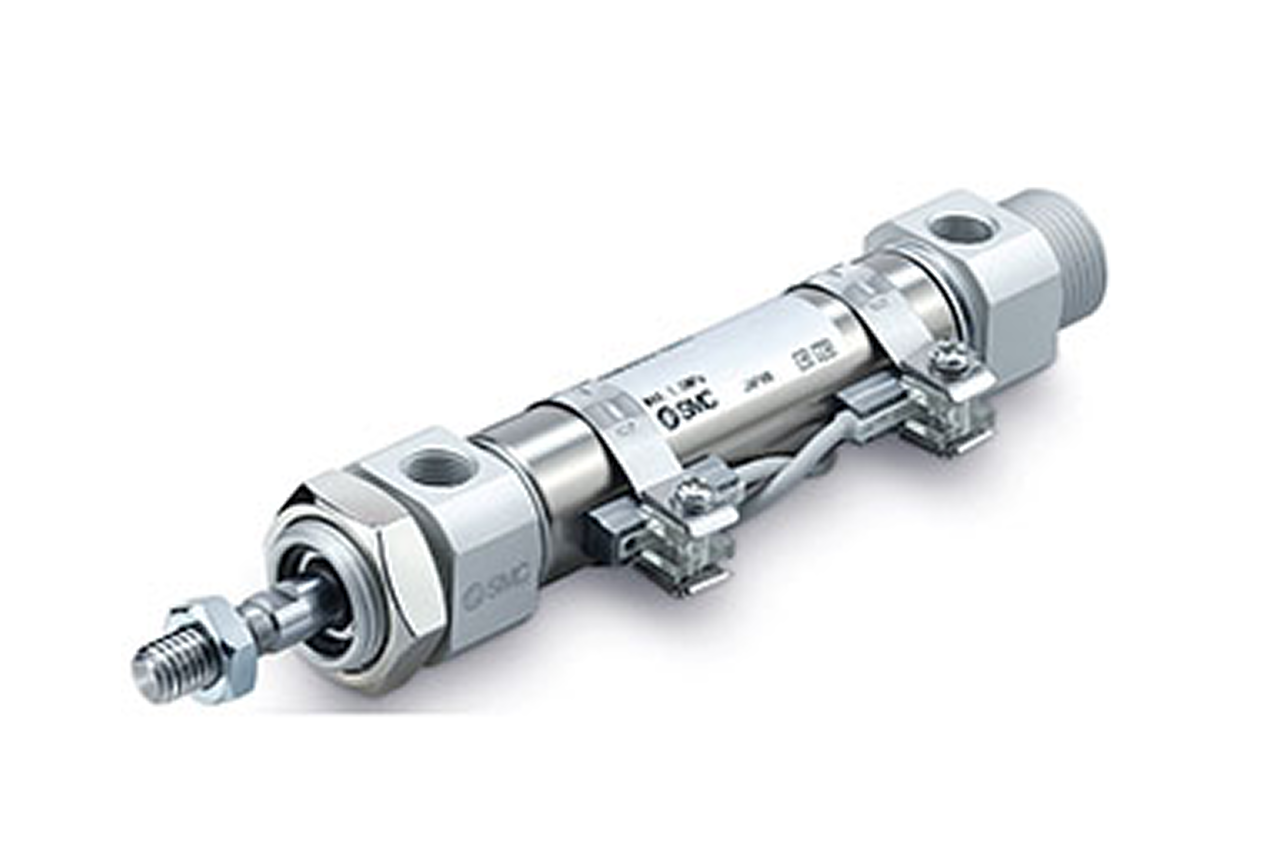
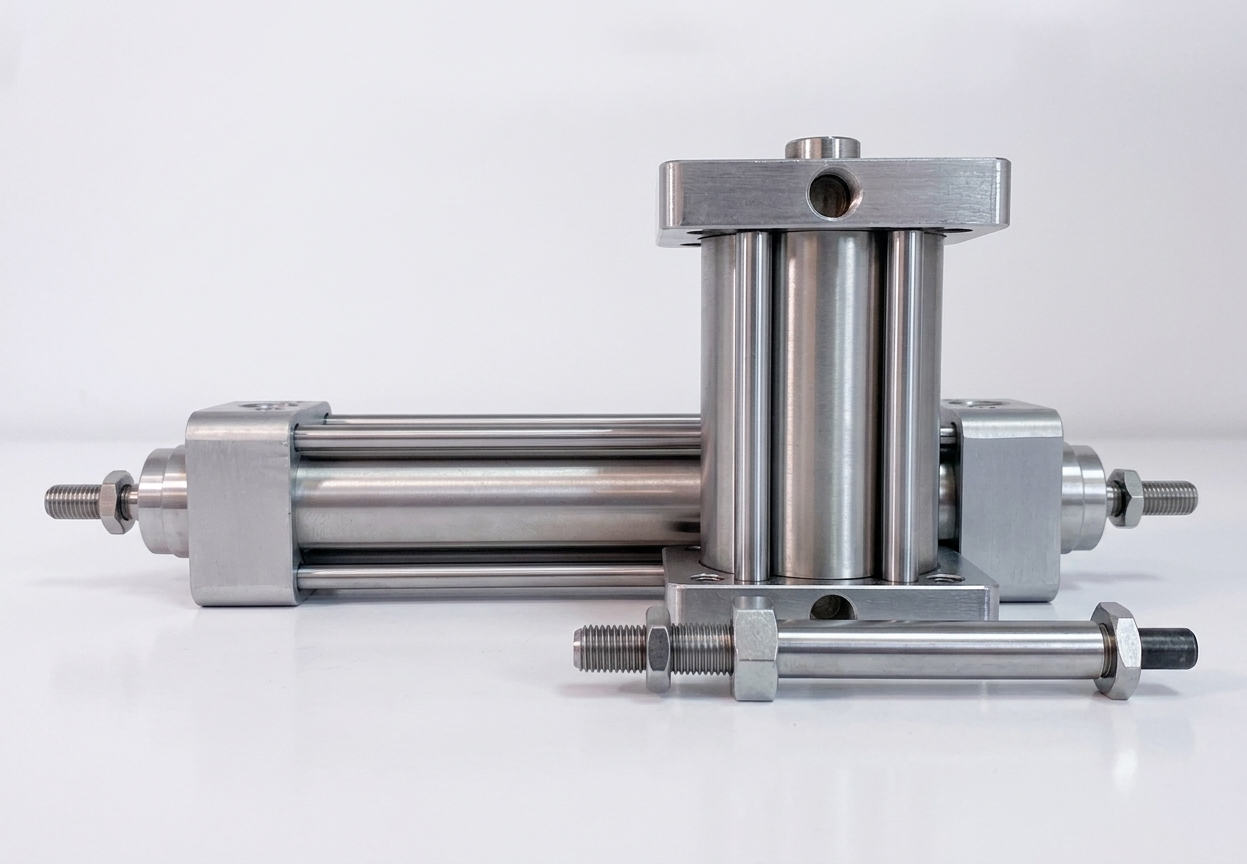
A heavy-duty / cast cylinder is a robust-construction pneumatic cylinder built for severe-service linear motion — press operations, stamping, forming, foundry and hot environments, heavy and shock loads, and dirty or abrasive conditions where a lightweight compact or thin-profile body would not survive. The heavier cast body resists impact, distortion under heat, and corrosion in harsh atmospheres far better than thin-wall aluminum extrusion; wall thickness is typically 2-4x that of a standard cylinder for the same bore. Heat-resistant FKM seals, hard-chrome or stainless rods, and optional accordion-style rod boots round out the spec. It overlaps the ISO 15552 and NFPA families on mounting and sizing but is selected specifically when the environment or load severity, rather than the basic motion, drives the choice.
Tips and pointers on when heavy-duty cast is the right cylinder — and when standard ISO or NFPA is the better call. Scroll the strip →
Cast or heavy-wall ductile-iron body resists impact, heat distortion, and corrosion in environments where extruded aluminum (ISO 15552) or thin-wall steel (NFPA) fails. Full bore matrix in NFPA imperial and ISO metric, so machine integration doesn't change.
FKM (fluorocarbon rubber, rated ~400°F) for foundry and chemical exposure. PFPE / FFKM for extreme chemistry or above 400°F. Hard-chrome or stainless rod for corrosive service. The seal grade — not the cylinder — does most of the survival work.
6 standard cylinders × $200 over 5 years = $1,200 in cylinder cost alone (excluding labor + downtime). One heavy-duty cast cylinder at $600 covers the same 5 years. Conversion is a savings, not an expense — photo the failed cylinders to close the conversation.
Characterize ambient temp, dust loading, chemical vapor, shock magnitude, UV / weather before sizing. "Dusty plant" isn't enough — foundry vs. cement vs. grain vs. coastal all drive different rod + seal specs. Then add 50-100% safety factor on force calc (steady-state misses shock loading).
Cast is over-spec'd and heavier than the application needs. → Re-spec to ISO 15552 on metric new builds in the 32-100mm range, or NFPA tie-rod on imperial installed-base work. Save the cast premium for environments that actually punish standard cylinders.
Cement, foundry, mining, and grain dust sandblast a bare rod within months — destroys the rod-bearing surface and the seal lip behind it. → Add the accordion-style rod boot mandatory on abrasive installs; the cast body alone doesn't shield the rod.
Built-in air cushions cannot absorb press / forming / stamping shock energy — the cylinder still hammers and the mount cracks. → Pair heavy-duty adjustable shock absorbers at both stroke ends, mounted to the machine frame, sized to peak shock (not steady-state).
From the machine spec sheet → to the part number. Answer what you know — leave the rest blank — and send.
Most distributors sell one brand per product type. SPC's 60-brand portfolio means every Product Type page surfaces three real options matched to how your customer is buying today. Pick the tier; the quote desk handles the cross-reference.
Heavy-duty cast is the cylinder for the environment, not the motion. If the cylinder lives somewhere standard cylinders don't survive, this is the spec.
Each industry below uses this product across the listed areas. Open an industry to see how it fits the rest of its system.
 Woodworking & Furniture →
Woodworking & Furniture →  Metalworking & Fabrication →
Metalworking & Fabrication →  Chemical & Petrochemical →
Chemical & Petrochemical →  Mining & Heavy Equipment →
Mining & Heavy Equipment →  Material Handling & Conveyors →
Material Handling & Conveyors →  General Manufacturing →
General Manufacturing → Also applies to rod boot mandatory · Outdoor and exposed equipment
Every entry is a real product on this site — linked, not just named. Quote them on the same line item.




O) is the default — throttles exhaust air, smooth load-stable motion. Without it, the cylinder slams its end-of-stroke on first power-on.


Stock the matching seal-grade rebuild kit + 2 high-temp position sensors on the customer's MRO shelf at original cylinder sale. Severe-service rebuild lead times are long; on-shelf kits turn a 3-day production downtime into a 30-minute rebuild. Severe-service kits are NOT NBR-interchangeable — specify by environment, not just by bore.
Send us the application — a specialist routes you to the correct tier with a configured part. Lead-times and pricing returned within one business day.
—. We reply within one business day with pricing, lead-time, and configured parts.
