DISTRIBUTOR-FIRST SUPPLY PARTNER · SINCE 1999 Live · Pneumatic Automation System
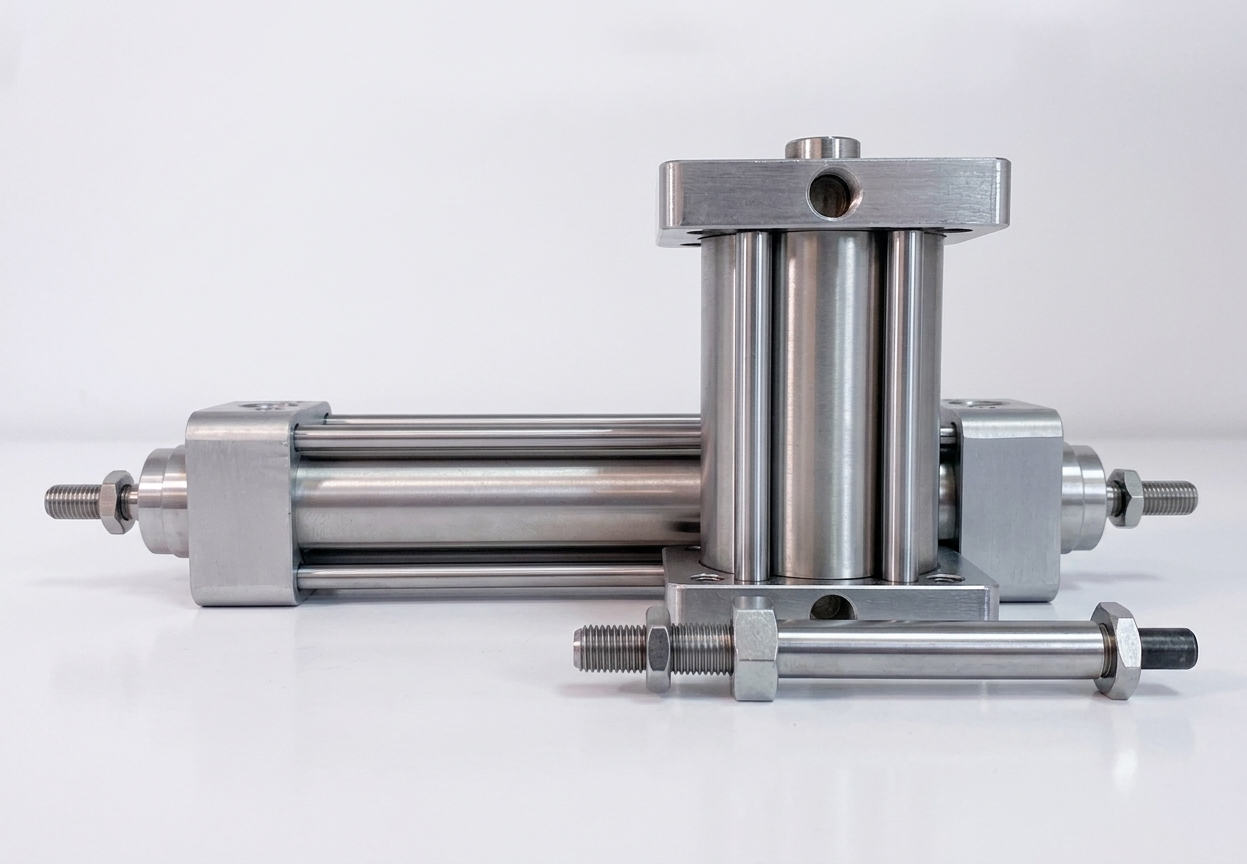
A vacuum ejector (also called a vacuum generator) is the air-powered vacuum source on a pick-and-place end-of-arm tool — it turns the machine's compressed air into suction at the gripper, with no separate vacuum pump motor, no electrical run, and no maintenance schedule beyond keeping the supply air clean. It is one quarter of the vacuum end-effector sub-system: ejector + suction cup + vacuum sensor + replacement cup, sold and quoted together as the working unit on every robotic arm, packaging gripper, sheet-metal beam, or pick-and-place head. Sized to the cup volume and cycle rate, the ejector mounts directly on the EOAT (end-of-arm tooling) plate, within inches of the cup it feeds.

Tips and pointers on when an ejector is the right vacuum source — and when to spec something else. Scroll the strip →
A vacuum ejector turns compressed air into suction through a fixed nozzle — no motor, no vanes, no oil. Mounted within inches of the cup on the moving arm; the only wear part downstream is the cup itself.
Air flows only when the supply solenoid opens — typically 0.5–2 SCFM per ejector while generating, zero between cycles. The opposite duty cycle of a pump that runs continuously whether the gripper needs it or not.
Optimum supply is 58–72 PSI; achievable vacuum is –20 to –27 inHg (inHg = inches of mercury, the unit pneumatics uses for vacuum level). Reach time on a properly sized circuit is a few hundred milliseconds.
Single-stage for smooth non-porous stock (sheet metal, glass, polished plastic). Multi-stage for porous or uneven (cardboard, bags, foam) where higher suction flow has to outrun continuous bleed-in. Energy-saving check-valve variant for long-dwell holds — cuts air 60–80%.
CNC vacuum tables, multi-station fixturing, and other always-on holds run cheaper on a central pump. → Re-spec to vane pump for sustained flow — distributed ejectors win on moving grippers, lose on stationary loads.
Ejectors do not reach rated vacuum below their optimum window. Under-pressure shows up as missed picks, not as a gauge fault. → Re-spec FRL and drop size for a 65 PSI floor at the ejector inlet before adding more nozzle.
Particulate or oil carryover fouls the nozzle within hours and kills vacuum. → 5-micron coalescing filter + precision regulator immediately upstream — non-negotiable on every ejector install.
From the machine spec sheet → to the part number. Answer what you know — leave the rest blank — and send.
Most distributors sell one brand per product type. SPC's 60-brand portfolio means every Product Type page surfaces three real options matched to how your customer is buying today. Pick the tier; the quote desk handles the cross-reference.
Ejectors are the no-pump path. If the gripper moves, the ejector wins on weight, plumbing, and installed cost. The pump is only right when vacuum is steady-state and stationary.
Each industry below uses this product across the listed areas. Open an industry to see how it fits the rest of its system.
 Food & Beverage Processing →
Food & Beverage Processing →  Packaging & Printing →
Packaging & Printing →  Electronics & Semiconductor →
Electronics & Semiconductor →  Metalworking & Fabrication →
Metalworking & Fabrication → Also applies to Robotic end-of-arm tooling for pick-and-place · Custom EOAT for OEM machine builders
Every entry is a real product on this site — linked, not just named. Quote them on the same line item.






Ejectors themselves are not bulk-stock items — quote one per pick station on the build. The bulk-stock lines that ride alongside are cups (25-100 count cases on high-cycle stations) and switches (one spare per installed ejector). On multi-cell installs, standardize on one ejector series across the plant for spares simplicity.
Send us the application — a specialist routes you to the correct tier with a configured part. Lead-times and pricing returned within one business day.
—. We reply within one business day with pricing, lead-time, and configured parts.
