DISTRIBUTOR-FIRST SUPPLY PARTNER · SINCE 1999 Live · Compressed Air System
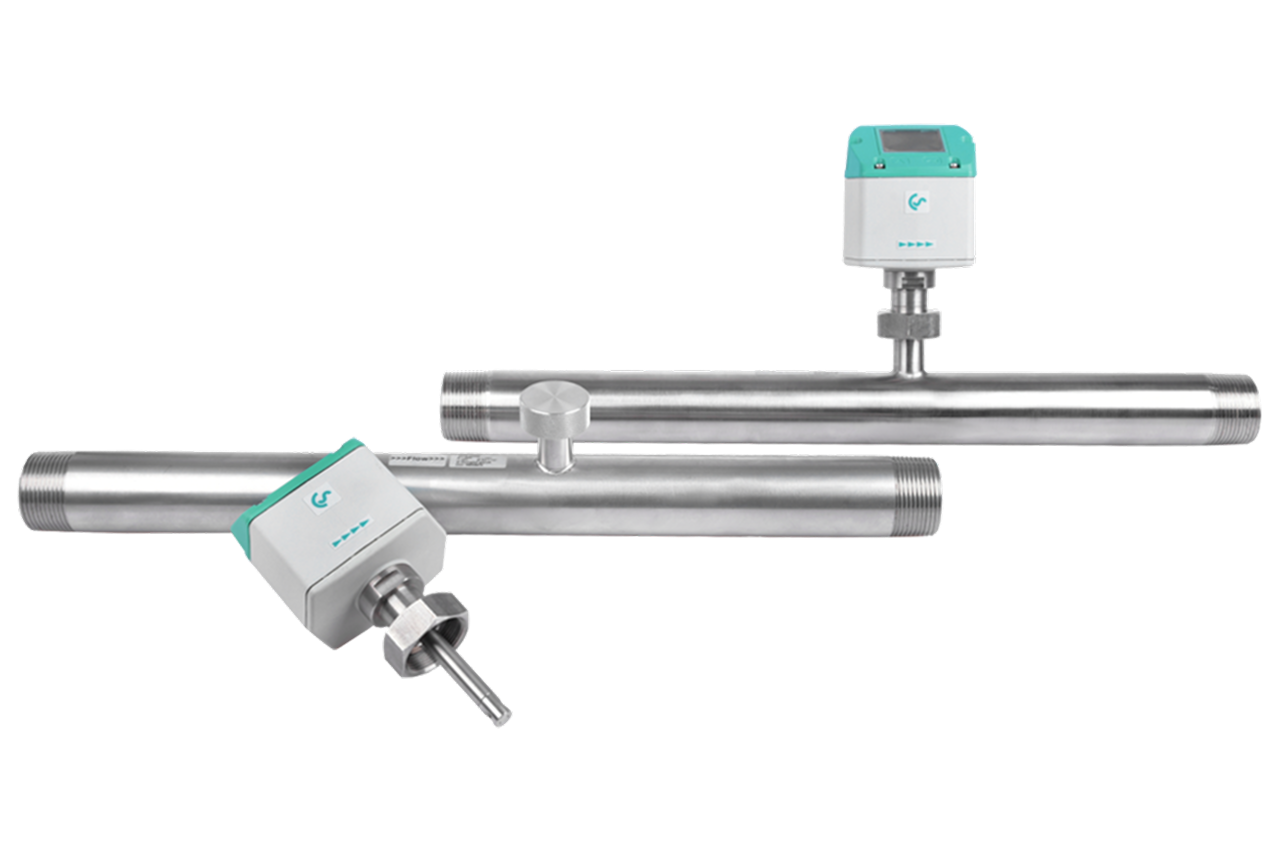
A thermal mass flow meter measures how much compressed air a plant actually consumes — in SCFM (Standard Cubic Feet per Minute — flow corrected to a reference temperature and pressure so two readings can be compared). It is the foundational audit instrument that answers "do you know how much air your plant uses?" Installed on the main header downstream of the dryer, it sits in the monitoring layer — it adds no treatment or capacity, only reports what the system is doing. Two install styles: inline (built-in measuring section, plumbed into smaller pipe) and insertion-probe (single tapped fitting, serves large headers, hot-tap installable into a live line with no plant shutdown).
Tips and pointers on when a thermal mass flow meter is the right call — and when to spec something else. Scroll the strip →
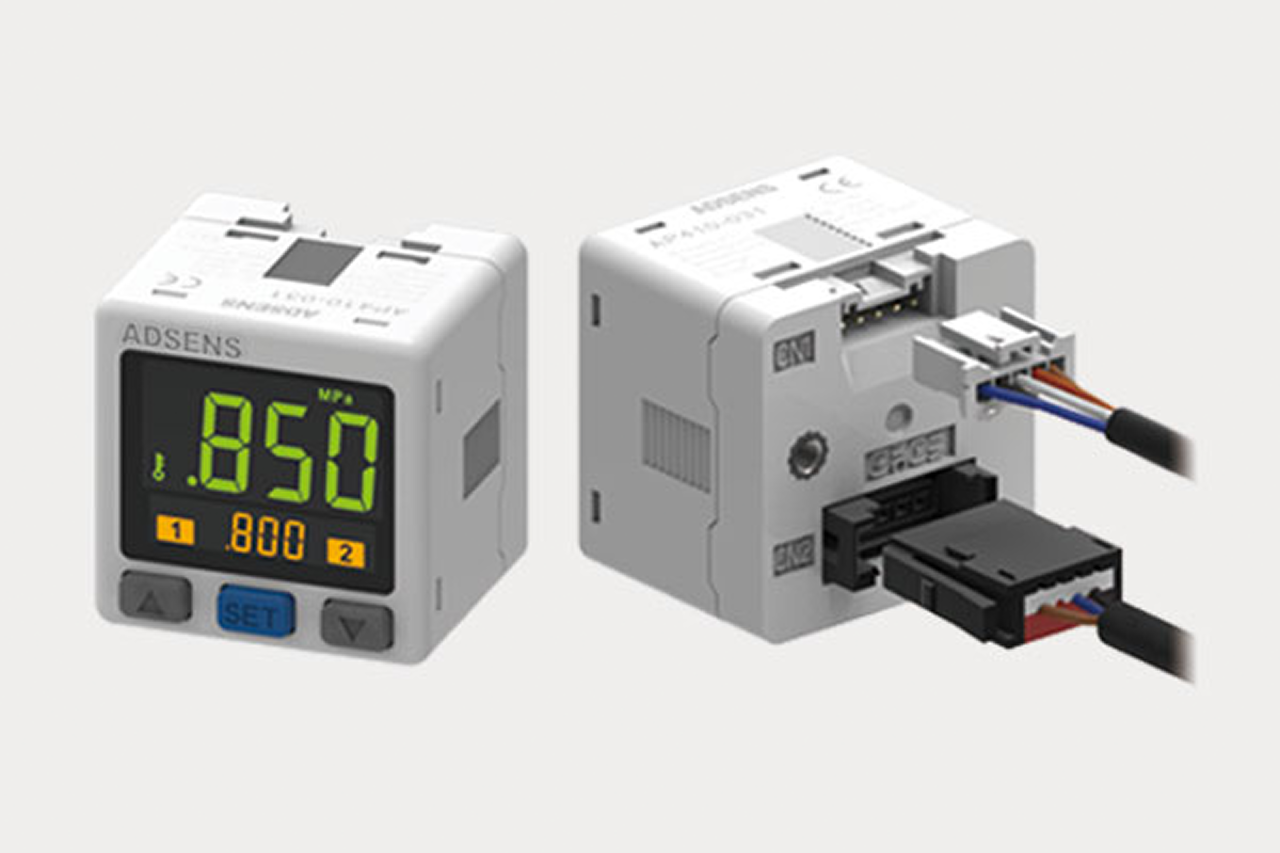
Calorimetric sensing reports SCFM directly — no separate pressure/temperature correction. Typical accuracy ±1 to ±1.5% of reading — audit-grade for sizing, chargeback, and leak verification.
Insertion-probe goes in through a full-port isolation valve on a pressurized header — no plant shutdown. The objection-killer for every continuous-duty plant.
Plants without flow data routinely buy 30-60% more compressor than they need. A two-week datalog before a 50+ HP quote saves more than the meter costs — every time.
Inline for smaller pipe and new construction — built-in measuring section. Insertion-probe for large headers and any live install — probe length must match pipe ID exactly.
Thermal sensors have a minimum-flow floor — below it, sensor cannot distinguish flow from no-flow. → Re-spec to a second smaller meter for off-shift bands over 100:1 turndown.
Water slugs and oil aerosol contaminate the heated element — readings drift, sensor fails early. → Verify upstream coalescing filter and dryer before install; rapid drift = failed filtration.
Swirl distorts the velocity profile and biases the reading. → Hold 15-20 pipe diameters straight upstream, 5 downstream — anything less and the meter reads turbulence, not flow.
From the machine spec sheet → to the part number. Answer what you know — leave the rest blank — and send.
Most distributors sell one brand per product type. SPC's 60-brand portfolio means every Product Type page surfaces three real options matched to how your customer is buying today. Pick the tier; the quote desk handles the cross-reference.
The flow meter is the audit anchor. Whoever puts the first meter on the wall owns the next three years of monitoring spend, leak programs, and compressor sizing.
Each industry below uses this product across the listed areas. Open an industry to see how it fits the rest of its system.
Also applies to Compressed-air energy audit baseline (every plant) · Department-level chargeback in multi-department plants · Compressor sizing for new installs and replacements · the meter pays for itself on the sizing decision alone · Leak-survey verification (before-and-after) · Continuous monitoring in critical-process plants · VFD compressor optimization · Branch-line capacity studies for plant expansion
Every entry is a real product on this site — linked, not just named. Quote them on the same line item.



Multi-meter chargeback installs (one main + 3-5 branch insertion-probes) ship best as a coordinated install package — same hot-tap kit, same Modbus wiring spec, same SCADA tag convention. Quote the meters and the integration as one line.
Send us the application — a specialist routes you to the correct tier with a configured part. Lead-times and pricing returned within one business day.
—. We reply within one business day with pricing, lead-time, and configured parts.
