DISTRIBUTOR-FIRST SUPPLY PARTNER · SINCE 1999 Live · Pneumatic Automation System
An FRL combination unit is a single assembly that combines all three air-preparation stages — Filter, Regulator, and Lubricator — in one integrated body with shared internal air passages and one set of pipe connections. It mounts on a machine's air inlet and delivers air that is clean, set to the right pressure, and lubricated where the equipment calls for it. A common sub-form drops the lubricator and combines just Filter and Regulator (F+R); the full three-stage build is the F+R+L. The combination format trades flexibility for cost and simplicity. Because the stages share one body, a combination unit is the economical, fast-to-install choice for a standard machine drop that needs one fixed air-prep configuration and is unlikely to change — it is the most common air-prep build in a plant. Its limit is the flip side of that integration: if a single stage needs a different filter grade, a second regulated pressure, or individual replacement, the whole unit is the unit of change. Where that flexibility matters, a modular train of standalone units is the alternative — that trade-off is decided at the category level. In the system the combination FRL sits at the machine inlet: downstream of the branch drop and its shutoff valve, upstream of the machine's directional valves and actuators.

Tips and pointers on when a combination FRL is the right call — and when to split the stages or swap the build. Scroll the strip →
Filter, regulator, and (where called for) lubricator share one body, one set of pipe connections, and one mounting bracket — the cheapest, fastest-to-install air-prep build at the machine drop.
Central filtration can't fix what the air picks up on the run — rust, pipe scale, re-condensed moisture past the dryer. The FRL at the machine inlet is the last line of defense before valves and actuators see the air.
Plant header runs 100+ PSI to satisfy the highest-pressure consumer; most machines need 60–90. The FRL drops to spec and holds it — every PSI dropped saves ~0.5% compressor energy.
Undersized port = regulator droop under valve actuation — set to 90 PSI at idle, reads 70 PSI mid-cycle. Spec port to peak machine surge, max-inlet above worst-case compressor spike (150–250 PSI), metal bowl if synthetic oil.
Anything 2010+ runs on self-lubricating internals — added oil fouls sensors and contaminates product. → Re-spec to filter-regulator (F+R); the lubricator stage is the maintenance bill you'll be blamed for.
If filtration grade, regulator pressure, or service cadence must differ between stages, the shared body becomes a constraint. → Build a modular train from standalone filter + regulator + lubricator instead.
PAO synthetic compressor oils chemically attack polycarbonate — cracking under pressure is a real safety risk, not cosmetic. → Spec metal or stainless bowl on any plant running synthetic; audit the lubricant before quoting.
From the machine spec sheet → to the part number. Answer what you know — leave the rest blank — and send.
Most distributors sell one brand per product type. SPC's 60-brand portfolio means every Product Type page surfaces three real options matched to how your customer is buying today. Pick the tier; the quote desk handles the cross-reference.
The FRL is the most common quote you'll write, and the buyer almost never starts with a brand. They start with a lever — listen for it.
Each industry below uses this product across the listed areas. Open an industry to see how it fits the rest of its system.
 Automotive Manufacturing →
Automotive Manufacturing →  Food & Beverage Processing →
Food & Beverage Processing →  Pharmaceutical, Medical Device & Laboratory →
Pharmaceutical, Medical Device & Laboratory →  Packaging & Printing →
Packaging & Printing →  Metalworking & Fabrication →
Metalworking & Fabrication →  Material Handling & Conveyors →
Material Handling & Conveyors →  General Manufacturing →
General Manufacturing → Also applies to Heavy presses and forming equipment
Every entry is a real product on this site — linked, not just named. Quote them on the same line item.
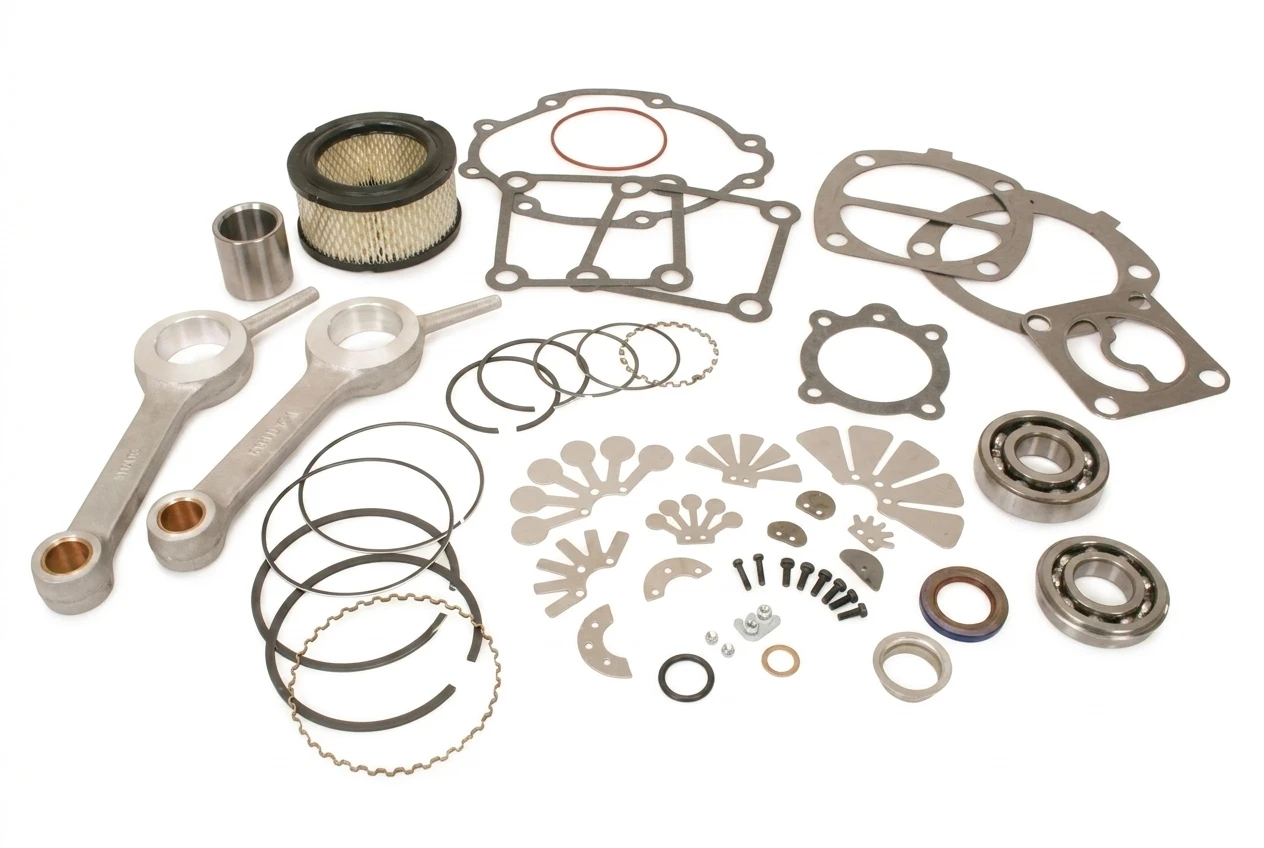
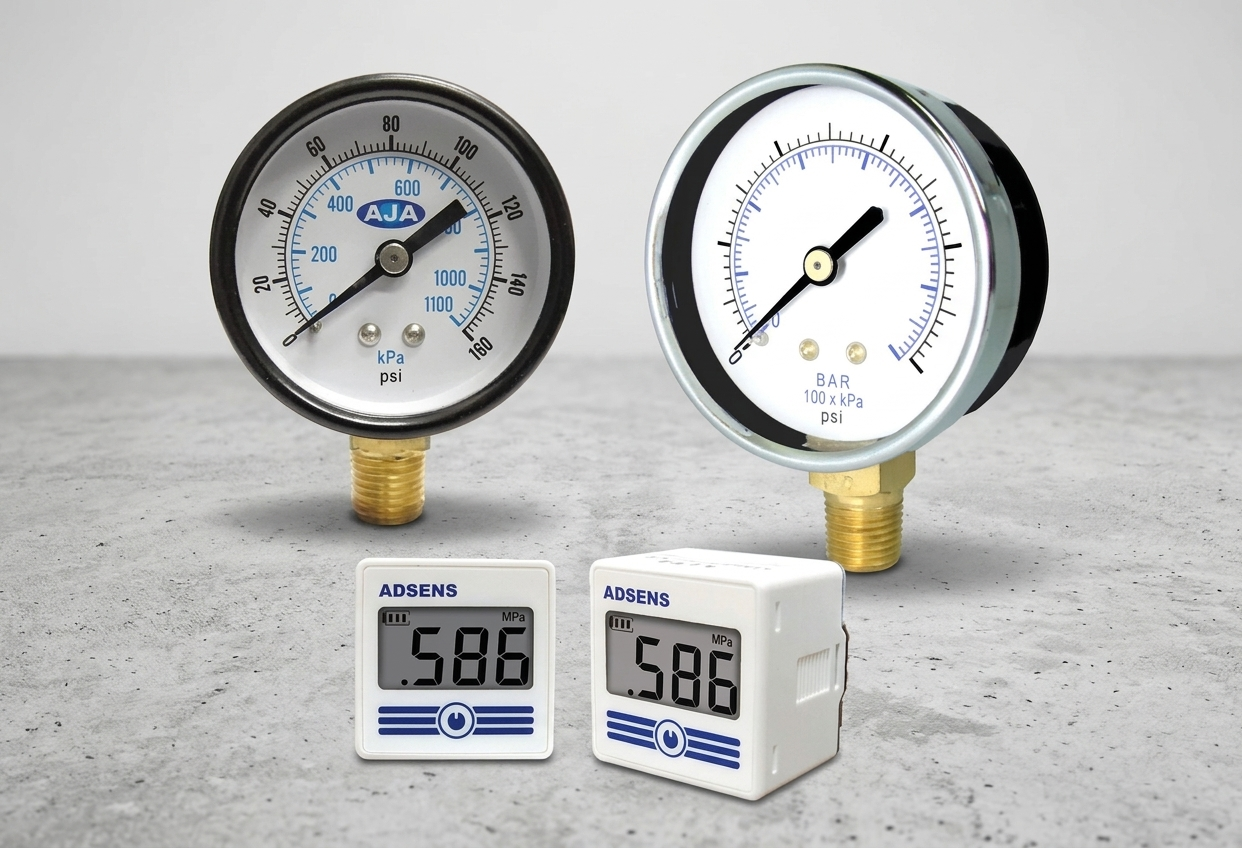






Stock matched FRL + service kit + replacement gauge as a bundled re-order on standing PO for fleet customers — multi-machine plants service on a calendar and reward the distributor who ships the package together.
Send us the application — a specialist routes you to the correct tier with a configured part. Lead-times and pricing returned within one business day.
—. We reply within one business day with pricing, lead-time, and configured parts.


