DISTRIBUTOR-FIRST SUPPLY PARTNER · SINCE 1999 Live · Pneumatic Automation System
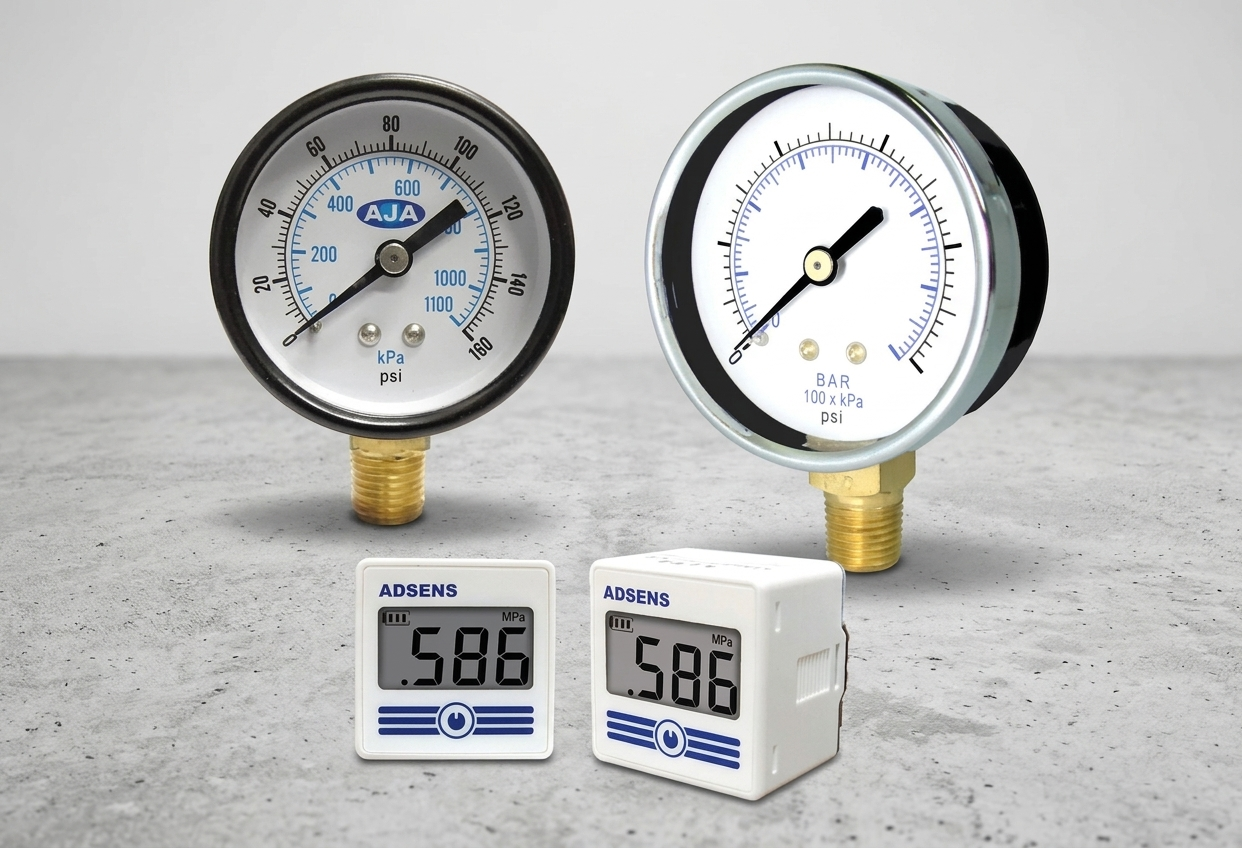
The pressure-regulator stage sold as an individual modular unit. It drops a higher, variable inlet pressure to a controlled, lower outlet pressure and holds that outlet steady despite three kinds of disturbance: inlet pressure swings as the compressor cycles, flow-demand changes as the machine cycles, and slight back-pressure from the downstream line. A spring-loaded diaphragm balances the set force against outlet pressure; a top adjustment knob sets the spring, and a gauge shows the result. As a standalone unit a regulator is used to build a custom modular train, to add a second regulated branch at a different pressure than the main drop, or to replace the regulator stage of a modular assembly. Setting a machine's pressure no higher than it needs is also the simplest energy saving in a pneumatic system — every extra PSI is wasted compressor work. It sits after the filter in the air-prep order, so it regulates already-cleaned air.

Tips and pointers on when the standalone R is the right call — and when filtration or closed-loop control is the missing piece. Scroll the strip →
Plant header runs 100+ PSI to satisfy the highest-pressure consumer; most machines need 60–90. Every 1 PSI dropped at the point of use saves ~0.5% compressor energy — the standalone R at every drop is the audit-project anchor.
Main machine at 90 PSI plus a clamp circuit at 45 PSI — drop a standalone R on the branch tee. No second FRL train needed; the R hangs off the existing main drop.
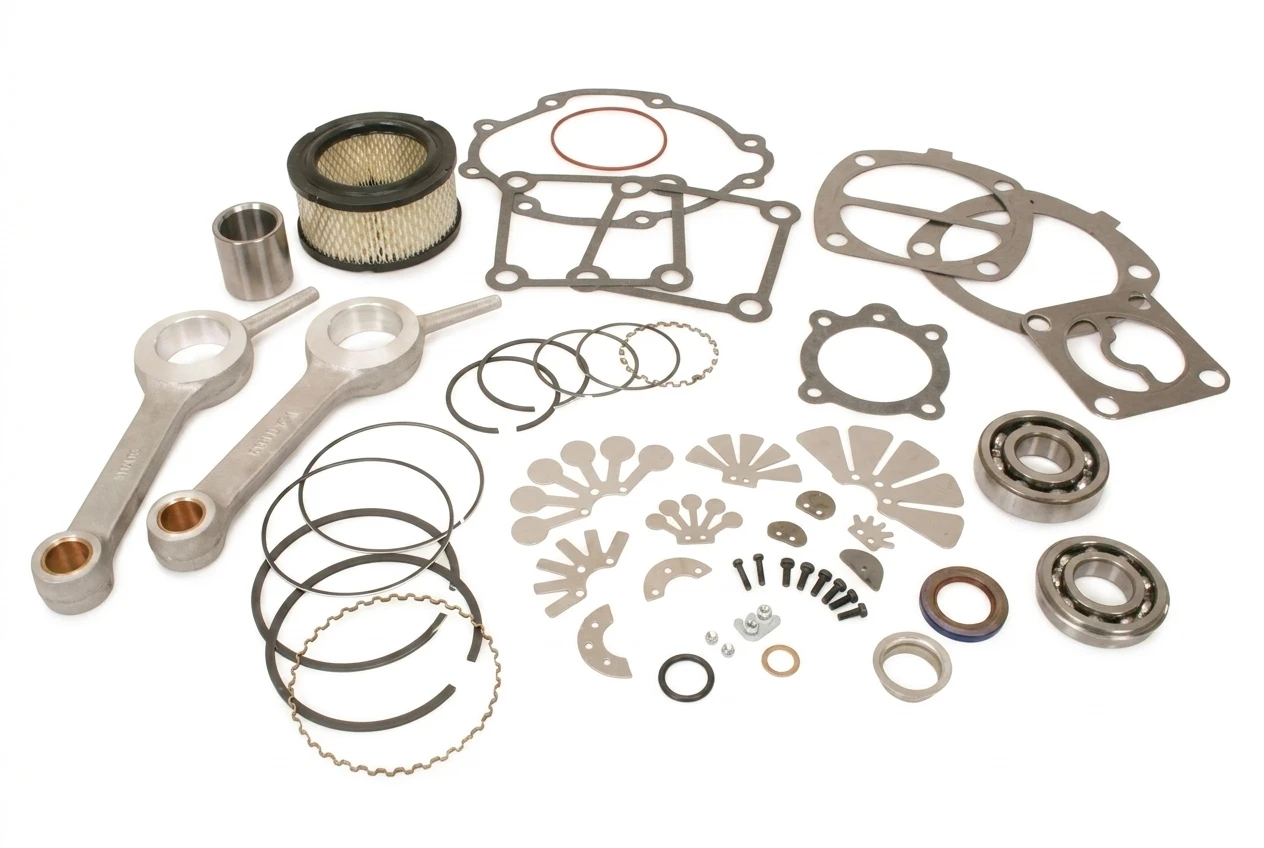
No internal filter, no bowl, no drain — the R is the right answer whenever filtration is already handled upstream and pressure is the only variable left to control. Also drops in to replace just the R stage on a modular F+R+L.
Standard relieving for general drops; precision (±1 PSI) for paint and lab; pilot-operated for high Cv on large-bore cylinders and air motors; non-relieving only where atmospheric vent is unacceptable. Glycerin-fill the gauge on any vibrating install.
Particulate kills the regulator diaphragm within months — the R has no internal filtration. → Add a standalone filter upstream, or re-spec to a filter-regulator that combines both stages in one body.
Recipe-driven pressure, web-tension tracking, test-stand ramps — a manual hand-set R is open-loop and can't deliver dynamic setpoints. → Switch to a proportional pressure regulator (4-20 mA or 0-10 V command).
Downstream check valve or closed solenoid traps volume; any small seat leak slowly creeps the setpoint upward at no-flow. → Switch to a standard relieving R, or add a downstream safety relief valve sized to worst-case leak rate.
From the machine spec sheet → to the part number. Answer what you know — leave the rest blank — and send.
Most distributors sell one brand per product type. SPC's 60-brand portfolio means every Product Type page surfaces three real options matched to how your customer is buying today. Pick the tier; the quote desk handles the cross-reference.
The standalone R is the second line on the quote, not the first. Listen for the giveaway phrase that tells you which scenario the customer is actually in.
Each industry below uses this product across the listed areas. Open an industry to see how it fits the rest of its system.
Also applies to Sub-circuit branches on modern automation · Compressed-air energy retrofits · Spray painting & finishing · Lab & instrument air · High-flow tooling · Modular FRL repair · Sealed enclosures (electrical cabinets, food zones) · Second regulated branch on a multi-pressure machine
Every entry is a real product on this site — linked, not just named. Quote them on the same line item.






For pressure-audit projects, stock identical-spec standalone R + glycerin-filled gauge bundles on a standing PO — multi-machine plants standardize on one R series across all drops, simplifying both install and replacement inventory.
Send us the application — a specialist routes you to the correct tier with a configured part. Lead-times and pricing returned within one business day.
—. We reply within one business day with pricing, lead-time, and configured parts.



