What it is
The machine-inlet air-prep step
Filter, regulator, and — where the equipment requires it — lubricator, one drop at a time. The last conditioning stage before the air goes to work.
Seven product types, one decision per machine drop. Is this a new combination unit, a modular train, a single-stage swap, an automated pressure call, or the service-kit attach on a fleet you already installed? This page walks the spec from "the machine needs air prep" to the right product on the quote — comparison first, decision tree second, questions to ask third.
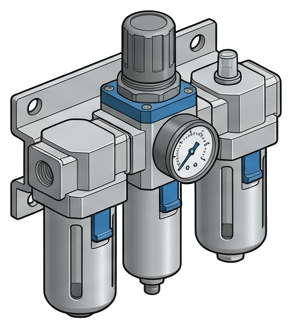 Frl Combination Unit Filter Regulator
Frl Combination Unit Filter Regulator  Standalone Pneumatic Filter
Standalone Pneumatic Filter 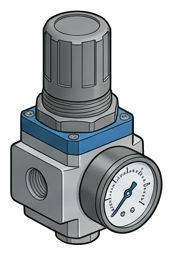 Standalone Regulator
Standalone Regulator 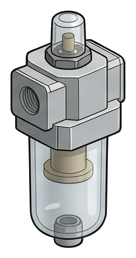 Lubricator
Lubricator 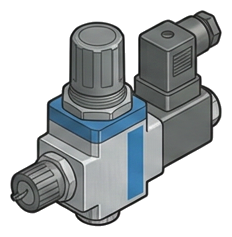 Proportional Pressure Regulator
Proportional Pressure Regulator  Frl Service Kit
Frl Service Kit  Replacement Pressure Gauge
Replacement Pressure Gauge Tap any type to jump to its page. The Decision Guide further down asks three questions that funnel the spec to one of these.
Filter, regulator, and — where the equipment requires it — lubricator, one drop at a time. The last conditioning stage before the air goes to work.
Header air is the wrong pressure and carries rust, scale, and moisture. Skip the inlet conditioning and valves stick, seals wear, warranties void.
A combo body covers the standard fixed drop; split to standalone F, R, and L when stages need different grades, setpoints, or independent service.
Most automation built since ~2010 is non-lubricated. The nameplate decides — an L on sensor-rich gear fouls sensors and contaminates product.
Elements every 6-12 months, gaskets every 2-3 years, plus the spare gauge — the single most common failure item. A plant of 50 FRLs reorders all year.
SMC AC/AW/AF/AR for spec-driven OEM builds, AIGNEP Evo at the value tier, Midwest Controls for MRO drop-ins on legacy equipment.
Distributor-facing reading. The trade-off column is the one that closes the loop — every type buys something and gives something up. Knowing what each type costs you is how the right one gets on the quote without a callback.
Reading the brand bench column — the bar shows how many of SPC's tier slots (Industry Leader · Emerging · Economical · adjacent) carry an option at that product type. A deep bench means a price-driven and a spec-driven option both close cleanly; a narrow bench means the available brands map closely to the technical requirements and the comparison stops being a tier choice. FRL is anchored on SMC + AIGNEP across every row — SMC for the OEM-spec-driven build, AIGNEP for the value-tier equivalent at the same modular interface — with Midwest Controls picking up the economy MRO drop-in slot on the combination unit and the standalone regulator. The proportional regulator narrows to SMC alone (the ITV series is the SPC-stocked answer); the gauge row is stocked as a universal attach rather than tracked as a brand-bench product.
Draw a line from the customer's answer at the top to the type name at the bottom. This is the page distributors screenshot and send to a customer the day before a quote call — so the customer comes prepared with the answers, and the call is about the brand and the budget, not the basics.
If the customer doesn't know whether the equipment needs lubricated air, the equipment documentation decides — not the buyer, not the reflex. Age is the cheap proxy: anything built 2010 or later is almost certainly non-lubricated. The expensive failure mode is selling an L on equipment that doesn't need it — the customer's first PM call is cleaning oil out of sensors and valves, traced back to the FRL you sold them. Two other universal rules behind the tree: standalone regulators always install downstream of a filter (no internal filtration; particulate kills the diaphragm in months), and a combination FRL always mounts vertically with the bowl hanging down (tilted = drain fails, oil delivery starves).
The air-prep question is decided at the machine inlet, one drop at a time. Get the configuration right once and the rest of the machine has clean, regulated supply to run against.
If the customer answers most of these at the first call, the second call is the quote. If they can't answer any, the frl units are rarely the only spec gap — flag it and push for a site walk.
Plant air is not machine air. What leaves the central treatment train is the wrong pressure for the equipment, has picked up rust and pipe scale on its run through the header, and carries whatever moisture or oil mist slipped past the central filtration on the way to the drop. Without local conditioning at the machine inlet, valves stick, cylinder seals wear, sensors drift, and equipment warranties get voided. Treatment in Pneumatic Automation is the machine-scoped equivalent of the plant-scoped Treatment layer upstream — same job, smaller footprint, one assembly per machine drop. It is also the last conditioning stage before the air goes to work: downstream of the FRL the air feeds directional valves, manifolds, cylinders, grippers and rotary actuators with no further cleanup. Get this layer wrong and every spoke of the hub feels it; get it right once per drop and the rest of the machine has clean, regulated, correctly lubricated supply to run against.
The machine-inlet conditioning step — filter, regulator, and (where the equipment requires it) lubricator. The last conditioning stage before the air goes to work.
Downstream of the FRL — push-to-connect fittings, pneumatic tubing, quick couplers, modular aluminum drops, and the speed controls that meter air into the actuators. Sang-A composite PTC + tubing is the anchor line.
→Tell us the end-use, the rough flow, and what climate the unit would sit in. We'll come back with a configured quote — the right type, the right tier, and the upstream gear the warranty assumes.
—. We reply within one business day with pricing, lead-time, and configured parts.