DISTRIBUTOR-FIRST SUPPLY PARTNER · SINCE 1999 Live · Pneumatic Automation System
A mechanical valve is a directional control valve shifted by physical contact instead of an electric coil. A hand lever, push button, palm button, foot pedal, or cam-and-roller actuates the spool directly. It is the standard product for operator-actuated work stations, two-hand press safety interlocks, and pneumatic-only sequential machine logic. Installed inline or panel-mounted at the operator station or at the cam trip point, the valve does the same air-routing job as a solenoid — 3/2 or 5/2 — with a mechanical trigger in place of the coil.
Tips and pointers on when the mechanical valve is the right call — and when to spec something else. Scroll the strip →
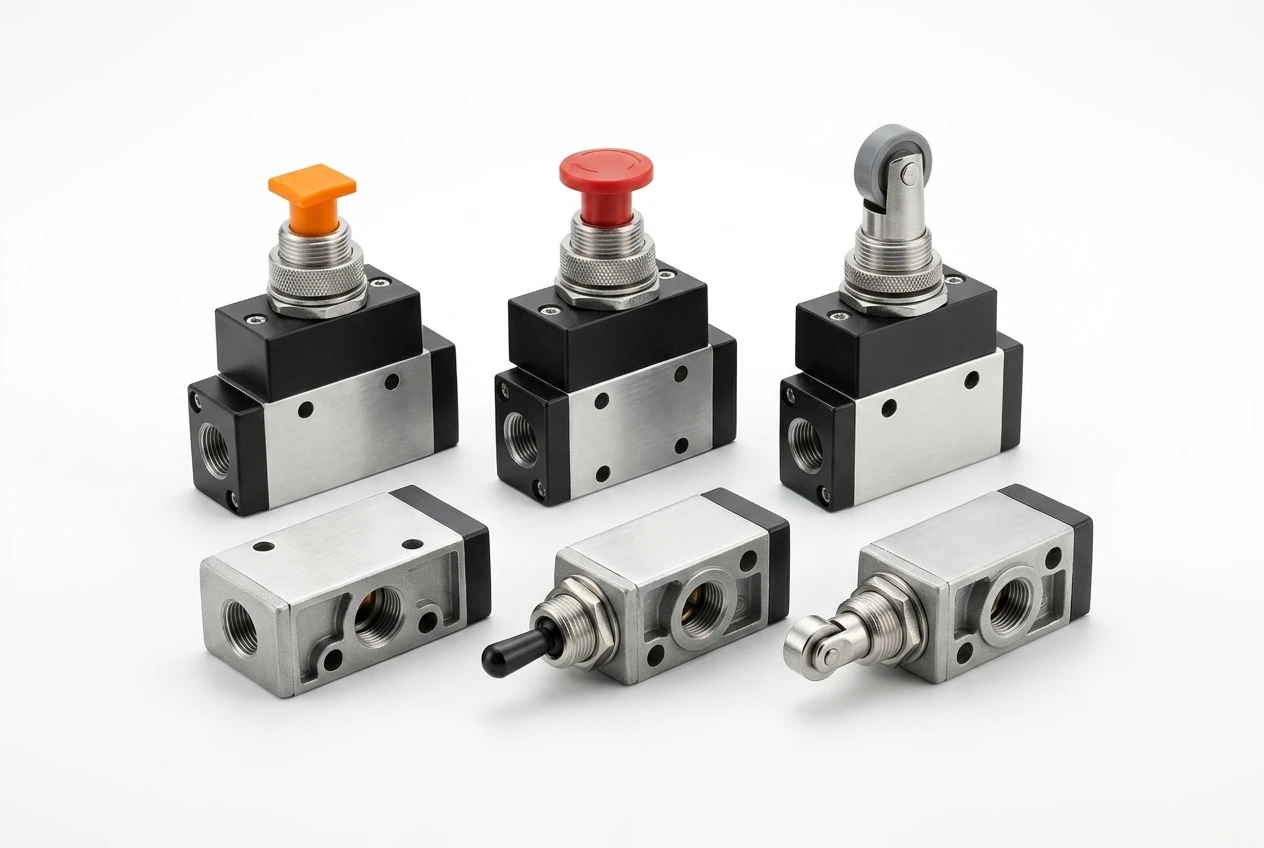
Foot pedal for hands-occupied trigger. Hand lever or push button for bench manual stations. Cam/roller for sequential pneumatic-only logic. Same 3/2 or 5/2 spool as a solenoid — just the actuator changes.
Nothing to match, nothing to burn, nothing to wire. The right call for portable rigs, no-power locations, cold rooms, and any station where electrical actuation is overkill or unavailable.
The leading mechanical-valve line publishes the most fully documented current range across all actuator types. Most older mechanicals cross-reference into current series without changing the mounting hole pattern — photo the existing valve, look up the cross.
Spring-return on safety devices — palm buttons and foot pedals return to safe when released. Detented on hand-lever or selector valves where the operator wants the valve to stay set without holding the actuator.
A standard mechanical valve is NOT a safety-rated valve. Two-hand palm-button stations on a press require a redundant dual-valve assembly with safety-rated monitoring relay, or a unit-certified safety palm-button valve. → Stop the standalone-valve quote; route through the customer's safety engineer.
Cheaper to wire across many stations with solenoids; faster cycle rates; IO-Link-capable. → Re-spec to solenoid for any PLC-driven machine. Mechanical is the right answer ONLY for operator-actuated, safety, or no-power applications.
Cam-roller pneumatic-only sequencing has no diagnostic visibility — failures hide until the machine stops. → Step up to cylinder position sensors plus solenoid valves where maintenance benefits from electrical telemetry.
From the machine spec sheet → to the part number. Answer what you know — leave the rest blank — and send.
Most distributors sell one brand per product type. SPC's 60-brand portfolio means every Product Type page surfaces three real options matched to how your customer is buying today. Pick the tier; the quote desk handles the cross-reference.
Mechanical valves are a small, declining category that still owns three specific job types. Knowing those three is the difference between making the sale and being told 'we'll just use what we have.'
Each industry below uses this product across the listed areas. Open an industry to see how it fits the rest of its system.
Also applies to Operator-actuated work cells. · OSHA-regulated press and punch safety interlocks. · Mechanical safety enforced by valve geometry, not software. · Sequential pneumatic logic on legacy machines. · Hazardous areas where air-piloted actuation is preferred. · Portable and temporary equipment. · Cold-room and freezer applications. · Air-tool trigger and dispense stations.
Every entry is a real product on this site — linked, not just named. Quote them on the same line item.






Stock spare actuators (not full valves) on the maintenance shelf. The actuator is the wear item; the spool typically outlasts it by years. Broken levers and worn rollers are the most common service event — keep one of each actuator style for the plant's most-used valve series.
Send us the application — a specialist routes you to the correct tier with a configured part. Lead-times and pricing returned within one business day.
—. We reply within one business day with pricing, lead-time, and configured parts.

