DISTRIBUTOR-FIRST SUPPLY PARTNER · SINCE 1999 Live · Compressed Air System
Synthetic lubricant engineered for the temperatures, pressures, and oxidation stress inside a rotary-screw, rotary-vane, or reciprocating compressor airend. It is the lubricant the OEM specifies as the factory-fill on most modern industrial compressors, supplied in standard ISO viscosity grades (the international viscosity scale — ISO 32, 46, 68, 100, 150 — set by the compressor manufacturer, not chosen freely) and selected by OEM cross-reference against whatever proprietary-branded fluid the unit shipped with. It pours, drains, and fills like any other compressor oil; the difference is what it does between fills.
Tips and pointers on when synthetic is the right call — and when something else has to spec. Scroll the strip →
~8,000 service hours per drain against 2,000-4,000 for mineral. On a 50 HP unit at 4,000 hrs/yr, that's 1.5 oil changes saved every year — the synthetic premium pays back inside year one.
OEM aftermarket equivalent synthetic oils cross-reference to Atlas Copco Roto-Xtend Duty, Quincy QuinSyn, Sullair Sullube, IR Ultra Coolant — 30-50% lower per gallon with equivalent registration. Same airend, same spec, lower cost.
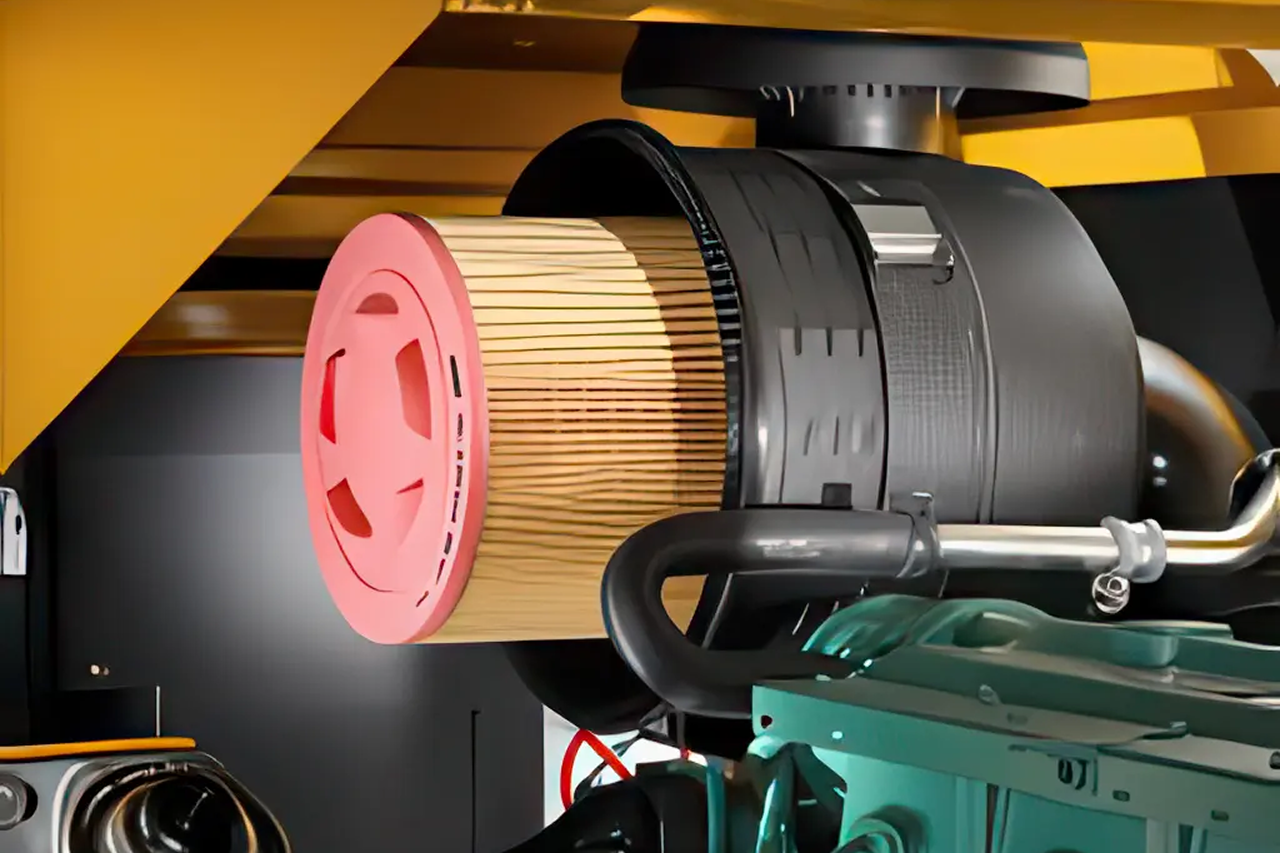
Synthetic ester chemistry mobilizes the amber lacquer that mineral oil lays down on rotors and bearings. The varnish-prone, hot-running compressor doesn't need a rebuild — it needs an ester flush.
Photo the nameplate + current oil container. Cross to the aftermarket equivalent at the same ISO viscosity grade (32, 46, 68, 100, 150) — OEM-specified, never substituted. Base stock: PAO general duty, ester for heat and varnish, PAG extreme temp.
Any compressor whose discharge air could contact product fails an audit on standard synthetic. → Re-spec to NSF H1 food-grade when HACCP, SQF, BRC, or FSSC 22000 is in the audit binder.
Reciprocating oils have detergency packages tuned for the piston-cylinder interface — a different product line than rotary-screw. → Don't substitute rotary-screw oil into a recip (or vice versa); read the nameplate type before quoting.
PAG and silicone fluids are NOT intermixable with PAO, ester, or mineral — residual mixing produces sludge that can seize an airend. → Complete drain + flush + filter change on any changeover involving a glycol fluid.
From the machine spec sheet → to the part number. Answer what you know — leave the rest blank — and send.
Most distributors sell one brand per product type. SPC's 60-brand portfolio means every Product Type page surfaces three real options matched to how your customer is buying today. Pick the tier; the quote desk handles the cross-reference.
Compressor oil is the highest-margin recurring revenue line in compressed air — and the easiest to lose to a bargain catalog if the customer doesn't have a relationship with someone who knows their equipment.
Each industry below uses this product across the listed areas. Open an industry to see how it fits the rest of its system.
Also applies to Rotary-screw compressors (oil-injected, all major brands) · Rotary-vane compressors · Reciprocating (piston) compressors · Vacuum pumps · Compressors converting from years of mineral oil · without rebuild · Outdoor and cold-climate compressors
Every entry is a real product on this site — linked, not just named. Quote them on the same line item.



Stock 55-gallon drums + a drum pump at the customer's site once the per-gallon math is shown — most customers move from pails to drums after the first fill. Quote the drum pump WITH the first drum so the maintenance team isn't pouring 5-gallon-pail style out of a 55-gallon container. Drum-quantity pricing is a recurring-revenue lock — synthetic oil is the highest-margin MRO line item in the compressed-air business.
Send us the application — a specialist routes you to the correct tier with a configured part. Lead-times and pricing returned within one business day.
—. We reply within one business day with pricing, lead-time, and configured parts.


